Yllättävä ongelma oli Flashforge Adventurer 4:n kanssa. Printteri hankittiin työpaikalle kolmisen viikkoa sitten ja ajatuksena oli ns valmis kone jota ei olisi tarvetta ronkkia sen enempiä. Eka viikon näin olikin mutta sitten alkoi jälki heikentyä ja viime viikolla peti alkoi liikkuessaan töksähdellä ja pitää ikäviä sivuääniä.
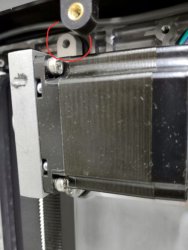
Tänään otin kopan auki ja kappas, pedin moottorin kahdesta kiinnitysruuvista toinen löytyi kopan pohjalta eikä toinenkaan ollut enää kummoisesti kiinni. Kummako tuo kun hihna hyppii. Kävin kaikki muutkin ruuvit läpi ja aika monessa oli löysiä, emossa kaksi ihan pari kierrosta irti.
Otin kuvat, aattelin laittaa myyjälle viestiä että tehtaalla laadunvalvonnassa olisi, hmm, löysää...
Kiinalaisessa kamppeessa tämä olisi ehkä ihan normisettiä mutta jenkkikoneesta en olisi äkkiseltään arvannut. Nyt lähti printtaamaan paremmin kuin paketista, huomennapa näkee mitä sieltä on tullut.
Tänään otin kopan auki ja kappas, pedin moottorin kahdesta kiinnitysruuvista toinen löytyi kopan pohjalta eikä toinenkaan ollut enää kummoisesti kiinni. Kummako tuo kun hihna hyppii. Kävin kaikki muutkin ruuvit läpi ja aika monessa oli löysiä, emossa kaksi ihan pari kierrosta irti.
Otin kuvat, aattelin laittaa myyjälle viestiä että tehtaalla laadunvalvonnassa olisi, hmm, löysää...
Kiinalaisessa kamppeessa tämä olisi ehkä ihan normisettiä mutta jenkkikoneesta en olisi äkkiseltään arvannut. Nyt lähti printtaamaan paremmin kuin paketista, huomennapa näkee mitä sieltä on tullut.

 Jostain syystä on ollut mielikuva länsifirmasta
Jostain syystä on ollut mielikuva länsifirmasta 



") Ajattelin tulostella Enderillä itse nuo ABS-osat kasaamiseen. Onko raadilla suosituksia ABS-filamentista, joka ei vaatisi koteloa tulostamiseen? Tähän asti en ole ABS:llä printannut kuin pari ratasta, materiaalina 3Djaken niceABS. Vaikutti suht simppeliltä tulostettavalta, mutta osatkin olivat varsin pienet.
Ajattelin tulostella Enderillä itse nuo ABS-osat kasaamiseen. Onko raadilla suosituksia ABS-filamentista, joka ei vaatisi koteloa tulostamiseen? Tähän asti en ole ABS:llä printannut kuin pari ratasta, materiaalina 3Djaken niceABS. Vaikutti suht simppeliltä tulostettavalta, mutta osatkin olivat varsin pienet.")









