Spray maalia pintaan pari kolme kertaa? Täällä sprayllä maalatut, PETG:llä tulostetut Darelius lavat, olleet joitain vuosia pihalla pyörimässä. Ei mitään silmin havaittavaa muutosta ympäristön / Pakkasen /veden / auringon vuoksi.Onkos kukaan muuten keksinyt mitään patenttia noihin Enderin typeriin metalliklipsuihin? Aina välillä ajanut kappalejäähyn niihin kiinni...
Toinen kysymys: PETG ja ulkoilma. Kuinka kestää? Pitääkö käsitellä jollain että kestää vuosia? On sateessa ja aamu aurinkokin voi kappaleeseen osua jos suomen luonto suo.
-
PikanavigaatioAjankohtaista io-tech.fi uutiset Uutisia lyhyesti Muu uutiskeskustelu io-tech.fi artikkelit io-techin Youtube-videot Palaute, tiedotukset ja arvonnat
Tietotekniikka Prosessorit, ylikellotus, emolevyt ja muistit Näytönohjaimet Tallennus Kotelot ja virtalähteet Jäähdytys Konepaketit Kannettavat tietokoneet Buildit, setupit, kotelomodifikaatiot & DIY Oheislaitteet ja muut PC-komponentit
Tekniikkakeskustelut Ongelmat Yleinen rautakeskustelu Älypuhelimet, tabletit, älykellot ja muu mobiili Viihde-elektroniikka, audio ja kamerat Elektroniikka, rakentelu ja muut DIY-projektit Internet, tietoliikenne ja tietoturva Käyttäjien omat tuotetestit
Softakeskustelut Pelit, PC-pelaaminen ja pelikonsolit Ohjelmointi, pelikehitys ja muu sovelluskehitys Yleinen ohjelmistokeskustelu Testiohjelmat ja -tulokset
Muut keskustelut Autot ja liikenne Urheilu TV- & nettisarjat, elokuvat ja musiikki Ruoka & juoma Koti ja asuminen Yleistä keskustelua Politiikka ja yhteiskunta Hyvät tarjoukset Tekniikkatarjoukset Pelitarjoukset Ruoka- ja taloustarviketarjoukset Muut tarjoukset
Kauppa-alue
Navigation
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Huomio: This feature may not be available in some browsers.
Lisää vaihtoehtoja
Tyylin valinta
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3D-tulostaminen
- Keskustelun aloittaja micko
- Aloitettu
Mitä hitaammin tulostaa niin sitä siistimpää jälkeä tulee.
Tuo pieni kiilamainen uloke voi olla ongelmallista tulostaa jos siinä ei ole 45-asteen kulma pohjassa (eli se ei tulostu tyhjän päälle), kuvista ei saa selvää onko näin vai ei.
Supportillahan siitä selviää
Kiitos!
Eihän mulla siinä ulokkeen alla mitään ollut kannattelemassa

Eli lisätään support ja lasketaan varmuuden vuoksi tulostusnopeus korkeintaan 50mm/s.
Cura, näköjään laittaa supportin itse oikeaan paikkaan, eikä vaikuttanut tulostusaikaankaan.

Nyt ekalla kerralla ajattelin käyttää kirjaston omaa Cura sliceriä ja pyydän samalla vähän opastusta. Jos siellä on vaikka jotain sopivia asetuksia tai suosituksia heidän tulostimelleen / filamenteille tms.
Kiitos vielä kerran!
- Liittynyt
- 14.10.2020
- Viestejä
- 693
Kannattaa? täh. Varmaan suurin mitä menee. Ps muista laittaa .8 nokkaMikähän on maksimi alue, mitä Ender 5 SE:llä kannattaa tulostaa? Olen tekemässä modulaarista laatikkoa, jossa lopullinen tuote saisi olla noin 50cm korkea ja mahdollisimman iso myös pohjasta.. Seinäpaksuus 10-20mm, täyttöä arvon vielä, mutta pitäisi vahva olla.
Ja ajattelin liitospalat tehdä ns. hampaina, eli on suorakulmion muotoinen reikä ja siihen sopiva hammas.
- Liittynyt
- 14.10.2020
- Viestejä
- 693
Ei pidä paikkaansa aina. Olen huomannut että koriste-esineissä 25mm/s seinämä vs 40mm/s seinämä (ulko) niin 40mm/s tasaisempaa ja siistimpää. Tiedä sit mistä johtuuMitä hitaammin tulostaa niin sitä siistimpää jälkeä tulee.
Tuo pieni kiilamainen uloke voi olla ongelmallista tulostaa jos siinä ei ole 45-asteen kulma pohjassa (eli se ei tulostu tyhjän päälle), kuvista ei saa selvää onko näin vai ei.
- Liittynyt
- 17.10.2016
- Viestejä
- 1 871
Suosittelen aina käyttämään koneelle optimoitua Curaa. Et tiedä jos siellä on asetuksissa jotain temppuja tehty mitkä parantaa laatua. Vaikka onkin Ender tulostimia kotosalla niin huima ero ajaa default vs viilatut.Nyt ekalla kerralla ajattelin käyttää kirjaston omaa Cura sliceriä ja pyydän samalla vähän opastusta. Jos siellä on vaikka jotain sopivia asetuksia tai suosituksia heidän tulostimelleen / filamenteille tms.
Kuinka yleistä on että joutuu extrusion multiplieria muuttamaan filamentin vaihdossa?
Kaikki tulostukset mulla on aiemmin ollut sunlun langoilla, petg ja pla+, molemmat toimineet samoilla säädöillä. Nyt laitoin gst3d:n lankaa ja ihan älytöntä ylipursotusta.
Kaikki tulostukset mulla on aiemmin ollut sunlun langoilla, petg ja pla+, molemmat toimineet samoilla säädöillä. Nyt laitoin gst3d:n lankaa ja ihan älytöntä ylipursotusta.
- Liittynyt
- 14.10.2020
- Viestejä
- 693
Ei koskaan tarvitse. Extruder irti ja huolellinen estep calibrointiKuinka yleistä on että joutuu extrusion multiplieria muuttamaan filamentin vaihdossa?
Kaikki tulostukset mulla on aiemmin ollut sunlun langoilla, petg ja pla+, molemmat toimineet samoilla säädöillä. Nyt laitoin gst3d:n lankaa ja ihan älytöntä ylipursotusta.
Hyvinkin yleistä, lankojen materiaaleissa ja varsinkin paksuussissa on eroja. Ite oon säätäny flowit jokaselle filamenttityypille ja merkille erikseen.Kuinka yleistä on että joutuu extrusion multiplieria muuttamaan filamentin vaihdossa?
Kaikki tulostukset mulla on aiemmin ollut sunlun langoilla, petg ja pla+, molemmat toimineet samoilla säädöillä. Nyt laitoin gst3d:n lankaa ja ihan älytöntä ylipursotusta.
- Liittynyt
- 14.10.2020
- Viestejä
- 693
FEiköhän tämä ender 3 max projekti ollu tässä. Lyyä osiksi ja laittaa johonki muuhun koneeseen suutin ja levelaussensori jos joskus huvittaa.
Ymmärrän hyvin. Rusakko/voron tilalle nii helpottuu elämä
- Liittynyt
- 19.10.2016
- Viestejä
- 1 665
Curassa combingin asettaminen pois päältä paransi tulostusjälkeä PETGllä huomattavasti. Suutin ei enää laahaile edestakas tulostettujen osien päällä. PETG tuppaa tarttumaan suuttimen ulkopuolelle aika pahasti, jos jossain on isompi klöntti jäänyt ja tuo combing aina pahensi ongelmaa kun retractionia ei tapahtunut ja ylimääräistä tavaraa pursusi suuttimesta samalla kun se kulkee tulostettujen osien päältä. Ja voisi olla järkevää ottaa combing pois päältä myös PLA profiileista. Välillä cura on päättänyt, että nyt kuljetaan jotain aivan järjetöntä reittiä edes takas täysin ilman syytä ja sillä reitillä ollut ristikkäin tulostettua viivaa niin meteli tuosta liikkeestä on ollut todella häiritsevä kun PLA kovettuu nopeasti. Ensin luulin, että tulostin on hajoamassa kun se ensimmäisen kerran piti tuon äänen.
Polymakerin PETGllä pystyin pitämään retraction etäisyyden 2mm eikä siltikään tule stringingiä. Kaikkialla on neuvottu nostamaan retraction etäisyyttä PETGlle verrattuna PLAhan, mutta ei ainakaan tämä Polymakerin tavara tarvitse mitään nostoa.
Eikä PETG näytä mitenkään erityisen pahasti tarraavan Ender 3v2 lasipetiin. Ostin Magigoo liimaa tuon takia. Kyllä se silti hiukan helpottaa pedistä irrottamista.
Polymakerin PETGllä pystyin pitämään retraction etäisyyden 2mm eikä siltikään tule stringingiä. Kaikkialla on neuvottu nostamaan retraction etäisyyttä PETGlle verrattuna PLAhan, mutta ei ainakaan tämä Polymakerin tavara tarvitse mitään nostoa.
Eikä PETG näytä mitenkään erityisen pahasti tarraavan Ender 3v2 lasipetiin. Ostin Magigoo liimaa tuon takia. Kyllä se silti hiukan helpottaa pedistä irrottamista.
Jokin aika sitten uusi Prusa Mk3s+ kasattu ja jonnin verran tulosteltu menemään, huippujälkeä pukkaa pihalle. Todella äänekäs kone tosin verrattuna esim noihin Endereihin (3pro ja 3v2), varsinki y-akseli tosi äänekäs, ja tästä myös Prusan foorumilla jonkun verran juttua. Onko muilla Prusan omistajilla samanlaisia kokemuksia, ja onko löytynyt "ominaisuudelle" mitään laakereiden öljyämistä kummempaa fixiä? Jopa hieman pettynyt tuohon meluun, vaikka muuten koneen laatu vaikuttaakin rahanarvoiselta. Alustalla tuntuu olevan tosin enemmän vaikutusta Prusalla vs Ender, jos kone on lattialla niin äänentaso laskee huomattavasti, enemmän kuin Enderillä. Pitää varmaan ostaa joku betonilaatta tuolle alustaksi ja se pinnoittaa kumilla tms. 
Myös tuo hotend cooleri tuntuu hieman alimitoitetulta; jos ovi kiinni tuossa pienessä kaappitilassa (jossa mm. ender toimii ovi kiinni ongelmitta) tulostaa Prusalla niin jossain välissä printtiä on sellainen jumi hotendissä ettei siitä selviä kuin purkamalla ja putsaamalla. Ovi auki/raollaan ei ongelmia, hotendillä ei vain ilmeisesti ole tarpeeksi jäähdytystä noin pieneen tilaan.
Myös tuo hotend cooleri tuntuu hieman alimitoitetulta; jos ovi kiinni tuossa pienessä kaappitilassa (jossa mm. ender toimii ovi kiinni ongelmitta) tulostaa Prusalla niin jossain välissä printtiä on sellainen jumi hotendissä ettei siitä selviä kuin purkamalla ja putsaamalla. Ovi auki/raollaan ei ongelmia, hotendillä ei vain ilmeisesti ole tarpeeksi jäähdytystä noin pieneen tilaan.
Viimeksi muokattu:
Oman minin kuulin naapurihuoneesta ennen kun pistin puutarhalaatta + kumi kombon alle. Tiukat liikkeet kuuluu edelleenkin, mutta ei melua enää häiritsevästi.
Vieläkös MK3:n ohjeissa ohjeistetaan ettei laakereita tarvitse pakata rasvalla? Outoa kun minin ohjeissa taas neuvotaan tekemään niin. Ymmärtääkseni sama laakeri molemmissa?
Vieläkös MK3:n ohjeissa ohjeistetaan ettei laakereita tarvitse pakata rasvalla? Outoa kun minin ohjeissa taas neuvotaan tekemään niin. Ymmärtääkseni sama laakeri molemmissa?
Viimeksi muokattu:
Okei, täytyy itekin varmaan koittaa tuota, halpa testi ainakin tuo laatta+kumi kombo.
Ja joo ei tarvinnut kasausvaiheessa rasvailla laakereita, oli mielestäni maininta että laakerit on valmiiksi rasvattu ja mukana tuleva rasva on vain huoltoon/ylläpitoon. Laakerithan oli pakattu muoveihin ja melko lailla öljyssä kyllä lilluivat, toki se oli melko ohkasta verrattuna tohon mukana tulleeseen tuubimallin "vaseliiniin". Omat liukutangot kyllä rasvasin jo kertaalleen kun kuulosti melko kuivalta meno.
Ja joo ei tarvinnut kasausvaiheessa rasvailla laakereita, oli mielestäni maininta että laakerit on valmiiksi rasvattu ja mukana tuleva rasva on vain huoltoon/ylläpitoon. Laakerithan oli pakattu muoveihin ja melko lailla öljyssä kyllä lilluivat, toki se oli melko ohkasta verrattuna tohon mukana tulleeseen tuubimallin "vaseliiniin". Omat liukutangot kyllä rasvasin jo kertaalleen kun kuulosti melko kuivalta meno.
Kovasti vailla halpis RC veneen potkureita. Yrittänyt etsiä valmista stl:ää, mutta ei ne tietenkään voi olla niitä yleisinpiä potkureita, mistä jo olisi n+1 versiota tarjolla thingiversessä.
Vastaan tuli tämä:
parametric rc boat prop maker
 www.thingiverse.com
www.thingiverse.com
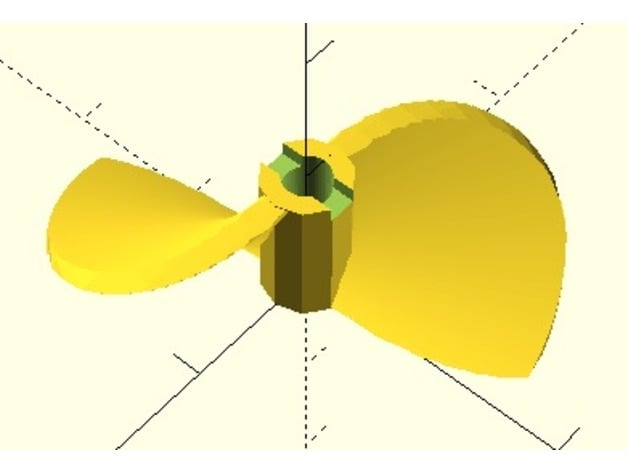
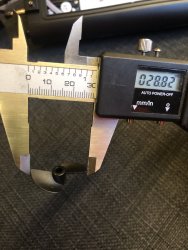
mutta enhän minä tuosta tajua yhteen mitään, kuvauksen perusteella tai ainakin ajatuksissa tuo on jonkinlainen muokattava potkuri. Latasin OpenScadin, mutta siihen se käytännössä sitten jäikin, kun en tuosta tajunnut käytännössä yhtään mitään, joten kysymys,,,, Saako tuosta .scad tiedostosta idioottikin muokattua oikeanlaisen?
Kuvia tarvittavista mitoista:



Vastaan tuli tämä:
parametric rc boat prop maker
parametric rc boat prop maker by mhkaufman
This is an RC boat propeller based entirely on Arnew's "RC Boat Propeller (Customizable, defaults for 40mm, M4 nut)". I just added parameters for direction of rotation, blade pitch, and a drive notch.
www.thingiverse.com
mutta enhän minä tuosta tajua yhteen mitään, kuvauksen perusteella tai ainakin ajatuksissa tuo on jonkinlainen muokattava potkuri. Latasin OpenScadin, mutta siihen se käytännössä sitten jäikin, kun en tuosta tajunnut käytännössä yhtään mitään, joten kysymys,,,, Saako tuosta .scad tiedostosta idioottikin muokattua oikeanlaisen?
Kuvia tarvittavista mitoista:
Liitteet





Kovasti vailla halpis RC veneen potkureita. Yrittänyt etsiä valmista stl:ää, mutta ei ne tietenkään voi olla niitä yleisinpiä potkureita, mistä jo olisi n+1 versiota tarjolla thingiversessä.
Vastaan tuli tämä:
parametric rc boat prop maker
parametric rc boat prop maker by mhkaufman
This is an RC boat propeller based entirely on Arnew's "RC Boat Propeller (Customizable, defaults for 40mm, M4 nut)". I just added parameters for direction of rotation, blade pitch, and a drive notch.
mutta enhän minä tuosta tajua yhteen mitään, kuvauksen perusteella tai ainakin ajatuksissa tuo on jonkinlainen muokattava potkuri. Latasin OpenScadin, mutta siihen se käytännössä sitten jäikin, kun en tuosta tajunnut käytännössä yhtään mitään, joten kysymys,,,, Saako tuosta .scad tiedostosta idioottikin muokattua oikeanlaisen?
Kuvia tarvittavista mitoista:
Muutat noiden muuttujien arvoja ja tallennat niin malli muuttuu. Esim. vaikka tuo propeller diameter -> ctrl + s -> malli muuttuu.
Sitten vaan testailemaan mitä väkäset tekee. Tietty jos propellin mallia pitäisi kovalla kädellä muokata niin varmaan noihin funktioihin tarvitsee puuttua?
- Liittynyt
- 14.10.2020
- Viestejä
- 693
Helppo piirtää, paljo tarjoat

- Liittynyt
- 18.10.2016
- Viestejä
- 2 071
Täällä on tulostettu moottorisahan bensa korkki PETG:llä ja vuoden ajan ollu pienkone bensat (mitä lie akrylaatti sontaa) tankissa ja hyvin toi on kestäny.En muista onko ollut keskustelua, mikä filamentti kestäisi bensaan/E85 upotettuna? Pitäisi polttoainepumpulle tehdä sovitekaulus, jotta se pysyisi paikallaan pumpun kulhossa. Ilmeisesti PETG ei reagoi polttoaineeseen mitenkään?
Muutat noiden muuttujien arvoja ja tallennat niin malli muuttuu. Esim. vaikka tuo propeller diameter -> ctrl + s -> malli muuttuu.
Sitten vaan testailemaan mitä väkäset tekee. Tietty jos propellin mallia pitäisi kovalla kädellä muokata niin varmaan noihin funktioihin tarvitsee puuttua?
No sehän olikin sitten täysin idioottiyhteensopiva, pitääpä hieman testailla jos sopivan saisi. Kiitos.
Onko tähän mitään kikkaa olemassa? Paitsi kokeilemalla?Hyvinkin yleistä, lankojen materiaaleissa ja varsinkin paksuussissa on eroja. Ite oon säätäny flowit jokaselle filamenttityypille ja merkille erikseen.
- Liittynyt
- 06.08.2017
- Viestejä
- 22
Onko tähän mitään kikkaa olemassa? Paitsi kokeilemalla?
Ainoa tapa taitaa olla:
1. Avaa slicer, tuo sinne kuutio (40x40x40)
2. Laita 2 seinämää, katto pois ja infill 0%
3. Tulosta se ja mittaa seinämien paksuus, jos se on 0.8, hyvä. Jos enemmän, säädä Flow-arvo pienemmäksi, jos se on alle, saada Flow-arvo isommaksi.
4. Rinse and repeat until happy.
Kyseisellä keinolla oletan siis, että käytössäsi on 0.4 mm suutin, jos eri, tietty sitten nuo arvot ovat erit.
Viimeksi muokattu:
- Liittynyt
- 24.11.2016
- Viestejä
- 596
Toinen kysymys: PETG ja ulkoilma. Kuinka kestää? Pitääkö käsitellä jollain että kestää vuosia? On sateessa ja aamu aurinkokin voi kappaleeseen osua jos suomen luonto suo.
Kestää se hetken. Mutta asa paljon varmempaa. Metalliklipsuihin keksinyt semmosen hyvän patentin että ostanut oikean magneettisen pedin ja heivannut klipsut pois
Täh, mulla on nyt kolmatta vuotta mustasta PETG:sta tulostetut lavat puutarhassa metalliputken nokassa olevassa tuulimyllyssä joka ottaa koko päivän ajalla auringonpaahdetta kesät talvet.
Mistä tuo "hetki" oikein tulee, onko hapantunut kuukausien tai päivien aikana petg pihalle?
Oma kokemus on että ei tarvitse käsitellä millään tavalla -jos osa tulossa ns. mission critical paikkaan niin laittaisin ehkä lakan pintaan.
Viimeksi muokattu:
- Liittynyt
- 14.10.2020
- Viestejä
- 693
Yleistys. Ei se sun yksittäin petg osa edusta kaikkia. Hyvä jos on pitänyt, ja itselläkään ei ongelmia ole petgin kanssa ulkona ollut, mutta teoriassa ainakin asa vielä parempaa.Täh, mulla on nyt kolmatta vuotta mustasta PETG:sta tulostetut lavat puutarhassa metalliputken nokassa olevassa tuulimyllyssä joka ottaa koko päivän ajalla auringonpaahdetta kesät talvet.
Mistä tuo "hetki" oikein tulee, onko hapantunut kuukausien tai päivien aikana petg pihalle?
Oma kokemus on että ei tarvitse käsitellä millään tavalla -jos osa tulossa ns. mission critical paikkaan niin laittaisin ehkä lakan pintaan.
Tuli vene printtailtua kesäksi.. moottori ja ropelli tulossa Kiinasta
Banaanit kuvaamaan kokoa")

Palaanpa tähän. Onko vene ns. ajossa vielä?
Otitko samat sähköt kuin thingiversessä mainittu?
Tuliko mitään ongelmia minkään kanssa?
- Liittynyt
- 22.10.2016
- Viestejä
- 642
Palaanpa tähän. Onko vene ns. ajossa vielä?
Otitko samat sähköt kuin thingiversessä mainittu?
Tuliko mitään ongelmia minkään kanssa?
Vene on valmis ja käynyt vesillä. Ei kyllä mitään pitkiä ajoja ole tehtynä niin rasitustesti ehkäpä puuttuu.
Teippaan tuon kuomun kiinni niin pysyy vesi paremmin pois.
Joku 90A nopari ja siihen sopiva moottori. 3s akulla ajanut. Tehoa tuo tarvii kun on painava. Plaaniin kun pääsee niin kulkee nätisti. Vesijäähdytys on noparilla ja moottorilla omalla pumpullaan.
Ainoa mikä nyt mietitytti oli että pysyykö moottori kiinni ja että propelli/akseli on sopivasti kiinni.
Melko tarkkaa sain tulemaan kun laitoin arvoksi 0.9. Tulostin myös hieman isomman kappaleen ja siinä sit taas jäi reikä inan pieneksi ja ulkomitta suureksi, onpas tämä nyt taas vaikeeta.Ainoa tapa taitaa olla:
1. Avaa slicer, tuo sinne kuutio (40x40x40)
2. Laita 2 seinämää, katto pois ja infill 0%
3. Tulosta se ja mittaa seinämien paksuus, jos se on 0.8, hyvä. Jos enemmän, säädä Flow-arvo pienemmäksi, jos se on alle, saada Flow-arvo isommaksi.
4. Rinse and repeat until happy.
Kyseisellä keinolla oletan siis, että käytössäsi on 0.4 mm suutin, jos eri, tietty sitten nuo arvot ovat erit.
Richard
Platinum-jäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 1 764
Olikos tämä ok väylä kysellä tulostettavien perään? Tarve ois Download Ncase M1 V5 Front I/o Delete 3D model kun tuli ostettua liian iso näytönohjain. Oulun seutu ois pop.
E: tämä ok
E: tämä ok
Viimeksi muokattu:
- Liittynyt
- 14.10.2020
- Viestejä
- 693
YvOlikos tämä ok väylä kysellä tulostettavien perään? Tarve ois Download Ncase M1 V5 Front I/o Delete 3D model kun tuli ostettua liian iso näytönohjain. Oulun seutu ois pop.
- Liittynyt
- 13.01.2017
- Viestejä
- 5 463
Noniin, nyt on vihdoinkin Ender 3 V2 Noctuan tuulettimilla. Kaikki tuulettimet vaihdettu (PSU mukaanlukien) ja onhan tuo hiljainen. Saa nähdä kuinka hyvin Briss Fang duct toimii PLA:n kanssa kunhan pääsee printtailemaan. Pedin tasaukset yms. vielä kesken.
EDIT: Hyvin toimii. Kaikki tuulettimet pyörii niin kuin pitää ja jälki on moitteetonta. Äänentuoton ero printatessa on aika koominen verrattuna vakioon, nyt kämpän ilmastointi tuottaa enemmän melua. Kaikki melu tulee ilmavirran turbulenssista eikä laakereiden pärinästä.
EDIT: Hyvin toimii. Kaikki tuulettimet pyörii niin kuin pitää ja jälki on moitteetonta. Äänentuoton ero printatessa on aika koominen verrattuna vakioon, nyt kämpän ilmastointi tuottaa enemmän melua. Kaikki melu tulee ilmavirran turbulenssista eikä laakereiden pärinästä.
Viimeksi muokattu:
Myös tuo Prusan MK3S+ hotend cooleri tuntuu hieman alimitoitetulta; jos ovi kiinni tuossa pienessä kaappitilassa (jossa mm. ender toimii ovi kiinni ongelmitta) tulostaa Prusalla niin jossain välissä printtiä on sellainen jumi hotendissä ettei siitä selviä kuin purkamalla ja putsaamalla. Ovi auki/raollaan ei ongelmia, hotendillä ei vain ilmeisesti ole tarpeeksi jäähdytystä noin pieneen tilaan.
Tähän sellanen tilannepäivitys että nyt kun tulostimella on tulostanut muutaman kymmenen tuntia niin, että se ei ole kaapissa, ei ole mitään ongelmia ollut eli jonkin asteista heatcreep ongelmaa näyttäisi tuolla designilla olevan kun samaa probleemaa ei mm. endereissä ole vaikka samaan tilaan ne pukkaa. Sama vika oli varmaan sitten tuossa edellisessä Minissä+ jossa oli juuri samanlaisia tukosongelmia, eli niistäkin selvinnee varmaan laittamalla kone parempaan paikkaan (=pois kaapista).

- Liittynyt
- 14.10.2020
- Viestejä
- 693
Ei oo vika vaan ominaisuus. Z Seam nimi. Jos ei oo vase mode tuo on hankala välttää, toki pieneksi saa asetuksia viilaamalla mut kyllä sen pitäö jostaki kohti aloittaa se. Toinen on hajauttaa se mut se on yleensä entistä huonompiMikä mahtaa olla ongelma.
Tämä on Benchyn kyljestä ja varsin ilmeisesti kohta, jossa Z muuttuu. Tuo on ainoa kohta, josta on sanomista, koska muuten aika ”priimaa”. Slicerina on Cura 5.
Toinen kuva on toisesta kyljestä.

Ei oo vika vaan ominaisuus. Z Seam nimi. Jos ei oo vase mode tuo on hankala välttää, toki pieneksi saa asetuksia viilaamalla mut kyllä sen pitäö jostaki kohti aloittaa se. Toinen on hajauttaa se mut se on yleensä entistä huonompi
Kiitos. Näin yritinkin ymmärtää. Ei tuolla oikeasti ole mitään väliä, mutta kun muuten näyttää hyvältä
Tuo z-seam kannattaa laittaa nurkkiin tai mahdollisesti piiloon kappaleen sisälle josta se ei näy.
Ja tämä tapahtuu curassa miten?
Mieluiten toki vähintään semi-automaattisesti.
- Liittynyt
- 19.10.2016
- Viestejä
- 1 233
Ja tämä tapahtuu curassa miten?
Mieluiten toki vähintään semi-automaattisesti.
Tässä hyvä video aiheesta:
Kuvassa näyttäisi myös että retraction asetusta voisi ehkä hieman pienentää. Pursotus alkaa vähän vajaana joissakin kerroksissa mikä näkyy tuollaisena vaakaviivana sauman jälkeen.
Näyttää siltä, että tuo on ollut täysin ilman retractia
Firmiksen konffissa ei ollut mitään asiasta, mutta lisäsin sen nyt.
Eikö gcodesta pitäisi löytyä G10/G11 retract kohdista? Ei minulla sellaisiakaan ole nyt kun valmista gcodea katson.
Curassa enable retraction täppä on päällä.
Edit: Retract pois firmiksestä (Klipper) ja kokeilen tämän mukaan Curalla
edit2: Kai tuossa Benchyssä retract oli tuolla seassa jota käytettiin firmiksen sijasta?
gcoden alku, kun en saa sitä tänne ja pastebinissä limitti

benchy - Pastebin.com
Pastebin.com is the number one paste tool since 2002. Pastebin is a website where you can store text online for a set period of time.
Viimeksi muokattu:
- Liittynyt
- 18.10.2016
- Viestejä
- 255
Törkkäsin Thingiverseen viimein pari omaa kötöstystä Ender 3:lle:


- Liittynyt
- 13.01.2017
- Viestejä
- 5 463
Oho, enpäs tiennyt että Curassa on mahdollista tehdä kalibrointi testit sen omilla työkaluilla. En ollut ajanut lämpötilatorneja aikaisemmin kun siihen olisi pitänyt saada ABL/yms. asetukset iskettyä sisään, mutta tuon kautta se luonnollisesti onnistuu ongelmitta.
Nyt menee PETG lämpötila- ja retraction-testit käyntiin kun ei tuosta ota mitään selvää millä asetuksilla stringingistä pääsisi eroon. 220C-250C lukee rullassa mutta perstuntuma on ollut että 220C olisi se paras lämpötila, tuolla tornilla nyt se paras lämpötila sitten lopullisesti selviää.
Päälle vielä se perkeleen retraction. Aivan mitä sattuu netin ohjeet siitä mitä asetuksia pitäisi PETG:llä käyttää, jotkut väittää että pitää olla alle 30mm/s ja jotkut väittää että pitää olla vähintään 45mm/s.
EDIT: Mjuuh, reilusti alle 240C pitää lämmöt olla. 220C ja 210C näyttäisi toimivan parhaiten minimaalisilla eroilla. Mutta taustalla oleva ongelma taitaa olla se että PETG rulla on imenyt itsensä täyteen kosteutta, siihen malliin napsui ja poksahteli suutin 230C-240C lämmöillä.
EDIT2: Komento takaisin. 210C ja 220C tuotti vähiten stringingiä mutta kestävyys näköjään jäi aika heikoksi. 210-225C lämmöillä tornin sillat olivat aika helposti katkaistavissa siten ettei muovi joustanut kovin paljoa vastaan, mutta 230C ja sitä korkeamman lämmön siltojen katkaisuun piti käyttää moninkertaisesti voimaa.
Nyt menee PETG lämpötila- ja retraction-testit käyntiin kun ei tuosta ota mitään selvää millä asetuksilla stringingistä pääsisi eroon. 220C-250C lukee rullassa mutta perstuntuma on ollut että 220C olisi se paras lämpötila, tuolla tornilla nyt se paras lämpötila sitten lopullisesti selviää.
Päälle vielä se perkeleen retraction. Aivan mitä sattuu netin ohjeet siitä mitä asetuksia pitäisi PETG:llä käyttää, jotkut väittää että pitää olla alle 30mm/s ja jotkut väittää että pitää olla vähintään 45mm/s.
EDIT: Mjuuh, reilusti alle 240C pitää lämmöt olla. 220C ja 210C näyttäisi toimivan parhaiten minimaalisilla eroilla. Mutta taustalla oleva ongelma taitaa olla se että PETG rulla on imenyt itsensä täyteen kosteutta, siihen malliin napsui ja poksahteli suutin 230C-240C lämmöillä.
EDIT2: Komento takaisin. 210C ja 220C tuotti vähiten stringingiä mutta kestävyys näköjään jäi aika heikoksi. 210-225C lämmöillä tornin sillat olivat aika helposti katkaistavissa siten ettei muovi joustanut kovin paljoa vastaan, mutta 230C ja sitä korkeamman lämmön siltojen katkaisuun piti käyttää moninkertaisesti voimaa.
Viimeksi muokattu:
Jos jotakuta muuta kutkuttelee Micronin rakennus ja ei halua maksaa 200€ posteista jenkkilästä niin satuin tiedustelemaan Lecktorilta onko suunnitelmia myydä kittejä ja kuulemma on. Ei kylläkään mitään aikataulua antanut, eikä välttämättä ole yhtään halvempi kuin DFH:lta, mutta itseä ainakin hirvittää noin isot postit ja sitten vielä verot päälle.
Olen menossa kirjastoon tulostamaan ensimmäistä kertaa muutaman itse mallintaman osan Ultimaker S3 printterillä. Ettei heti tule hukkareissu, olisiko joku ystävällinen mahdollisesti halunnut tarkistaa teinkö asetukset / tiedostot Cura slicerillä oikein?
Itse myös pari viikkoa sitten ekaa kertaa kirjastossa kävin tulostamassa.
Kirjaston koneella työntekijän kanssa yhdessä katsottiin lopulliset asetukset. Hän tulostimen kannalta sopivat ja itse lähinnä niitä mitä täältä suositeltiin.
Oli kyllä järkevä tutustua Curaan kotona etukäteen ja kokeilla eri säätöjä, jotta sai arviota kauanko tulostaminen kestää. Kotona Curassa laitoin tulostusnopeudeksi 50mm/sek, jolla niillä näytti alle 10 minuuttia tulostusajaksi. Kirjastossa se laittoi kuitenkin vielä hitaammin tulostumaan, jolla piteni varttiin. Sanoi samaa kun täälläkin, että kun on aikaa, niin kannattaa laittaa optimi 30mm/sek, että onnistuu varmasti.
Laita vaan ketjuun kuvia ja ajatuksia asetuksista, niin varmasti joku tietävä täällä auttaa
- Liittynyt
- 16.01.2019
- Viestejä
- 251
No voi hemmetti, kirjaston ohjeessa ei puhuttu tuosta Curan advanced settareiden alta löytyvästä nopeudesta mitään vaan oletin että nopeus tulee tuosta profiilin koosta (oli itsellä 0.2).Oli kyllä järkevä tutustua Curaan kotona etukäteen ja kokeilla eri säätöjä, jotta sai arviota kauanko tulostaminen kestää. Kotona Curassa laitoin tulostusnopeudeksi 50mm/sek, jolla niillä näytti alle 10 minuuttia tulostusajaksi. Kirjastossa se laittoi kuitenkin vielä hitaammin tulostumaan, jolla piteni varttiin. Sanoi samaa kun täälläkin, että kun on aikaa, niin kannattaa laittaa optimi 30mm/sek, että onnistuu varmasti.
Näköjään defaulttina nopeus oli 70mm/sek ja kun pudotin sen 30mm/sek niin tulostusaika nousi neljästä tunnista melkein 7 tuntiin

Calibration Shapes Cura pluginilla nyt testattu RetractTower.
Retract Distancen alku 0,25 ja siitä 0,25 steppejä 4kpl. Pitänee suurennuslasi ottaa esille, mutta vaikuttaa siltä, että itsellä se olisi luokkaa 0,5-0,75.
0,8 on yleensä juttujen mukaan ”oikea”, joten uskon sen.
Lyön sen nyt sitten firmikseen, niin saa sitten livenä säädettyä, jos joskus jotain ongelmaa huomaa.
Ilmeisesti Curassa käytän samaa tai ihan mitä vain arvoa, mutta tulostaessa sitä ei vain huomioida koodista ja käytetään tulostimen omaa asetusta?
Edit: Jaa, niin. Eihän mulla edelleenkään tule niitä G10/G11 koodeja gcodeen.
Retract Distancen alku 0,25 ja siitä 0,25 steppejä 4kpl. Pitänee suurennuslasi ottaa esille, mutta vaikuttaa siltä, että itsellä se olisi luokkaa 0,5-0,75.
0,8 on yleensä juttujen mukaan ”oikea”, joten uskon sen.
Lyön sen nyt sitten firmikseen, niin saa sitten livenä säädettyä, jos joskus jotain ongelmaa huomaa.
Ilmeisesti Curassa käytän samaa tai ihan mitä vain arvoa, mutta tulostaessa sitä ei vain huomioida koodista ja käytetään tulostimen omaa asetusta?
Edit: Jaa, niin. Eihän mulla edelleenkään tule niitä G10/G11 koodeja gcodeen.
Viimeksi muokattu:
No voi hemmetti, kirjaston ohjeessa ei puhuttu tuosta Curan advanced settareiden alta löytyvästä nopeudesta mitään vaan oletin että nopeus tulee tuosta profiilin koosta (oli itsellä 0.2).
Näköjään defaulttina nopeus oli 70mm/sek ja kun pudotin sen 30mm/sek niin tulostusaika nousi neljästä tunnista melkein 7 tuntiin
Joo, kyllä meidänkin kirjastossa olisi omilla ihan omilla asetuksilla saanut tulostaa, mutta ei ollut muita tietoja/vinkkejä kuin tulostimen malli ja mitä filamenttia, niin ajattelin pyytää apua.
Oma kappale lähinnä 2-3mm ohutta seinää (ja aikaa oli kyllin) niin sille suositteli, että laitetan hitaalla vauhdilla. Sinun kappale voi varmaan 70:llä mennä ihan ok??
- Liittynyt
- 19.10.2016
- Viestejä
- 1 665
Mulla on Ender 3V2, bi-metal heatbreak ja sen kanssa PETG lämmöt 240C ja retraction distance 2,4mm ja nopeus 46mm/s. Ei kyllä tule stringingiä missään. Suurempi ongelma on ollut suuttimeen tarttuva tavara tai siihen jäänyt tavara ja se sitten tipahtelee omia aikojaan johonkin ja rumentaa jälkeä siltä kohdilta. Yleensä noi tipahtelee muutaman ensimmäisen kerroksen aikana tulosteelle ja niissä alkukerroksissa on hiukan rumempaa jälkeä, mutta korkeammalle mennessä ei ole enää ongelmia.Oho, enpäs tiennyt että Curassa on mahdollista tehdä kalibrointi testit sen omilla työkaluilla. En ollut ajanut lämpötilatorneja aikaisemmin kun siihen olisi pitänyt saada ABL/yms. asetukset iskettyä sisään, mutta tuon kautta se luonnollisesti onnistuu ongelmitta.
Nyt menee PETG lämpötila- ja retraction-testit käyntiin kun ei tuosta ota mitään selvää millä asetuksilla stringingistä pääsisi eroon. 220C-250C lukee rullassa mutta perstuntuma on ollut että 220C olisi se paras lämpötila, tuolla tornilla nyt se paras lämpötila sitten lopullisesti selviää.
Päälle vielä se perkeleen retraction. Aivan mitä sattuu netin ohjeet siitä mitä asetuksia pitäisi PETG:llä käyttää, jotkut väittää että pitää olla alle 30mm/s ja jotkut väittää että pitää olla vähintään 45mm/s.
EDIT: Mjuuh, reilusti alle 240C pitää lämmöt olla. 220C ja 210C näyttäisi toimivan parhaiten minimaalisilla eroilla. Mutta taustalla oleva ongelma taitaa olla se että PETG rulla on imenyt itsensä täyteen kosteutta, siihen malliin napsui ja poksahteli suutin 230C-240C lämmöillä.
EDIT2: Komento takaisin. 210C ja 220C tuotti vähiten stringingiä mutta kestävyys näköjään jäi aika heikoksi. 210-225C lämmöillä tornin sillat olivat aika helposti katkaistavissa siten ettei muovi joustanut kovin paljoa vastaan, mutta 230C ja sitä korkeamman lämmön siltojen katkaisuun piti käyttää moninkertaisesti voimaa.
Default heatbreakilla ei tullut edes koitettua PETGiä, mutta ilmeisesti sen kanssa kannattaa pitää hieman korkeampaa retraction distancea.
Ja niin aiemmin mulla oli Combing käytössä Curassa ja sen kanssa petg tarttui vielä pahemmin suuttimeen. Kun otin sen pois päältä niin tulostusjälki parani huomattavasti.
Uutiset
-
Motorola julkaisi uuden edge 70 pron neljänä PANTONE-versiona eri materiaalein
30.4.2026 01:34
-
Motorola julkaisi razr 70 -malliston – ultra-mallissa LOFIC-pääkamera
30.4.2026 00:42
-
Palit Microsystems sulautti näytönohjainvalmistaja GALAXin itseensä
29.4.2026 22:56
-
NVIDIA julkaisi uudet GeForce- ja Studio 596.36 -ajurit näytönohjaimilleen
29.4.2026 01:21
-
Kiina suunnittelee jopa 2 eksaFLOPSin kotikutoista Lingsheng-supertietokonetta
29.4.2026 01:11