Piti avata tuo oman ender5 virtalähde ja katsoa tuulettimen malli. Liitteenä kuvia jos jollekki olisi apua. Pienempi tuuletin on kotelon tuuletin.
-
PikanavigaatioAjankohtaista io-tech.fi uutiset Uutisia lyhyesti Muu uutiskeskustelu io-tech.fi artikkelit io-techin Youtube-videot Palaute, tiedotukset ja arvonnat
Tietotekniikka Prosessorit, ylikellotus, emolevyt ja muistit Näytönohjaimet Tallennus Kotelot ja virtalähteet Jäähdytys Konepaketit Kannettavat tietokoneet Buildit, setupit, kotelomodifikaatiot & DIY Oheislaitteet ja muut PC-komponentit
Tekniikkakeskustelut Ongelmat Yleinen rautakeskustelu Älypuhelimet, tabletit, älykellot ja muu mobiili Viihde-elektroniikka, audio ja kamerat Elektroniikka, rakentelu ja muut DIY-projektit Internet, tietoliikenne ja tietoturva Käyttäjien omat tuotetestit
Softakeskustelut Pelit, PC-pelaaminen ja pelikonsolit Ohjelmointi, pelikehitys ja muu sovelluskehitys Yleinen ohjelmistokeskustelu Testiohjelmat ja -tulokset
Muut keskustelut Autot ja liikenne Urheilu TV- & nettisarjat, elokuvat ja musiikki Ruoka & juoma Koti ja asuminen Yleistä keskustelua Politiikka ja yhteiskunta Hyvät tarjoukset Tekniikkatarjoukset Pelitarjoukset Ruoka- ja taloustarviketarjoukset Muut tarjoukset
Kauppa-alue
Navigation
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Huomio: This feature may not be available in some browsers.
Lisää vaihtoehtoja
Tyylin valinta
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3D-tulostaminen
- Keskustelun aloittaja micko
- Aloitettu





Haen clasulta. Helppoa eikä juuri kalliimpaa. Tietenkin jos tilaa 10kg satseja niin saa ulkomailta 11-16e/kgBangoodissa näköjään Ender 3 V2 on 220e. Kai se on sillä sitten mentävä.
Äänellä ei sinänsä ole väliä, autotallissa tuota ajatus käyttää. Mutta ei ne paremmat ohjaimet yleensä muutenkaan huonompia ole.
Mistä kannattaa tilata riittävän laadukasta PLA:ta?
- Liittynyt
- 18.10.2016
- Viestejä
- 255
12V.Oliko sulla powerin tuuletin 12v vai 24v?
Miten asensit? Itse katoin että tuota 60x15 isompaa ei mahdu powerin sisälle.12v oli oman Ender 3 Pro (1.5v sitten hankittu) powerin tuuletin. Pistin tilalle 120mm arcticin tuulettimen jonka sai jimmsillä muutamalla eurolla.
Emolle menossa 80mm tuuletin kunhan saa "buck converterit" hankittua.
- Liittynyt
- 17.10.2016
- Viestejä
- 519
Thingiversestä latasin jonkun poweri kannen ja siihen ulkopuolelle sitten.Miten asensit? Itse katoin että tuota 60x15 isompaa ei mahdu powerin sisälle.

Powerin pistän kiinni lacki kotelon alapuolelle ja reiästä sitten itse tulostimelle.
Tuohon voisi vielä jonkin filtterin viritellä.
Hiljeni aika kivasti ja toihan powerin tuuletin käy päällä ilmeisesti kun lämpötila menee siellä x asteen yli. Silloin tällöin näkyy pyörivän.
Nyt on enderiä rääkätty useammalla printillä joiden kesto on vaihdellut 8-27h.
On valmistunu sentään, mutta välillä pientä layer shiftiä tai uupuvia filamentin pätkiä.
On sentään muuten toiminut kun pitää koteloa auki.
On tullut vaan uusi ongelma. Laite on alkanut pitämään jäätävää räminää liikkuessaan.
Vielä en alkanut twiikkaamaan, kun edelleen odottelen buck converttereita. Omasta mielestä ääni johtuu löystyneestä z-palkin alakiinnityksestä ja siitä, että vyöt eivät pysy rullien keskellä.
Onko muilla kokemusta moisesta räminästä?
On valmistunu sentään, mutta välillä pientä layer shiftiä tai uupuvia filamentin pätkiä.
On sentään muuten toiminut kun pitää koteloa auki.
On tullut vaan uusi ongelma. Laite on alkanut pitämään jäätävää räminää liikkuessaan.
Vielä en alkanut twiikkaamaan, kun edelleen odottelen buck converttereita. Omasta mielestä ääni johtuu löystyneestä z-palkin alakiinnityksestä ja siitä, että vyöt eivät pysy rullien keskellä.
Onko muilla kokemusta moisesta räminästä?
Lassivv
Premium-jäsen
- Liittynyt
- 12.02.2017
- Viestejä
- 3 374
E3D:ltä jos tarvitsee nozzlen osia tms, niin tänään vielä alea jäljellä. Flash Friday 19th March
Brexit toki kannattaa muistaa, vaikka ovatkin vissiin verot poistaneet hinnoistaan sen takia.
Brexit toki kannattaa muistaa, vaikka ovatkin vissiin verot poistaneet hinnoistaan sen takia.
- Liittynyt
- 04.02.2017
- Viestejä
- 305
Resin tulostajille semmoinen kysymys, että oletteko löytäneet hyvää vaihtoehtoa IPA:lle tulosteiden puhdistukseen? Äkkiseltään tuntuis tosiaan IPA:n hommaaminen vaikealta ympäri maailmaa ainakaan järkihintaan. Polaric Go jäänestoa kävin tätään tutkailemassa, mutta pääasiassa sekin nykyään etanolia. Tästä on ollutkin juttua tässäki ketjussa. Jossain oli mainittu Kingin vastaava, kun pikaisesti tutkailin vaihtoehtoja, niin tuotekuvauksen mukaan siinäkin pääaineena etanoli.
Vaihtoehto pesuaineena jenkeissä tuntuu olevan Mean Green pesuaine, mutta itse en osaa arpoa Suomesta löytyvää vastaavaa pesuainetta.
Helpoin vaihtoehto olisi siirtyä water washable resineihin, mutta ne tuntuvat olevan ja yleisesti todettu suurin piirtein heikoimmaksi kaikista resineistä. Ja myös itsekkin todennu ne (Elegoon varianttia kokeillu) aika heikoiksi verrattuna Anycubic Eco Resiniin. Seuraava pullollinen tulee olemaan Elegoon ABS-like resin, jota päätin lähteä kokeilemaan, vaikka Eco Resinissä tykkäsin siitä, ettei se haissu juurikaan verrattuna esim. edellä Elegoon water washable resiniin. ABS-likea on jotkut sanonnu mieto hajuiseksi, mutta tosin niin on sanottu myös water washablesta.
Pitäisi vaan löytää joku IPA:n korvike tulosteiden pesemiseen. Pistetään alle vielä viimeisin tuloste, joka odottaa maalipintaa.
Vaihtoehto pesuaineena jenkeissä tuntuu olevan Mean Green pesuaine, mutta itse en osaa arpoa Suomesta löytyvää vastaavaa pesuainetta.
Helpoin vaihtoehto olisi siirtyä water washable resineihin, mutta ne tuntuvat olevan ja yleisesti todettu suurin piirtein heikoimmaksi kaikista resineistä. Ja myös itsekkin todennu ne (Elegoon varianttia kokeillu) aika heikoiksi verrattuna Anycubic Eco Resiniin. Seuraava pullollinen tulee olemaan Elegoon ABS-like resin, jota päätin lähteä kokeilemaan, vaikka Eco Resinissä tykkäsin siitä, ettei se haissu juurikaan verrattuna esim. edellä Elegoon water washable resiniin. ABS-likea on jotkut sanonnu mieto hajuiseksi, mutta tosin niin on sanottu myös water washablesta.
Pitäisi vaan löytää joku IPA:n korvike tulosteiden pesemiseen. Pistetään alle vielä viimeisin tuloste, joka odottaa maalipintaa.
Liitteet

Shadowhunter
Tukijäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 621
Voisitko kertoa kuinka kyseinen tuloste on ylipäänsä tehty? Onko pää tehty eka harmaalla ja rintakehä vihreellä? Ketjut erikseen tulostettuna?Pistetään alle vielä viimeisin tuloste, joka odottaa maalipintaa.
Liimalla osat kasaan, vai kuinka kokonaisuus rakentuu?
Mielenkiinnosta kyselen, koska resin tulostus sinällä kiinnostaisi, mutta onko se siltikään itseäni varten. Itse tulostan vain käyttökappaleita tulostimella ja nuo nestetulostimet eivät taida taipua muuhun kuin figureiden tulostukseen. Toisaalta eikös tuollakin saralla kehitys mene eteenpäin ja kappaleen vahvuus on parantunut huomattavasti.
- Liittynyt
- 04.02.2017
- Viestejä
- 305
Ilmeisesti puhut siitä irtopäästä? Se oli kans alunperin vihreellä tulostettu ja jossain määrin harjoitellu maalaamista siihen. Eddie taas on tosiaan useammasta osasta kasattu, mutta ei ole vielä liimattu, lähinnä vaan sovitettu kuvas varten.Voisitko kertoa kuinka kyseinen tuloste on ylipäänsä tehty? Onko pää tehty eka harmaalla ja rintakehä vihreellä? Ketjut erikseen tulostettuna?
Liimalla osat kasaan, vai kuinka kokonaisuus rakentuu?
Mielenkiinnosta kyselen, koska resin tulostus sinällä kiinnostaisi, mutta onko se siltikään itseäni varten. Itse tulostan vain käyttökappaleita tulostimella ja nuo nestetulostimet eivät taida taipua muuhun kuin figureiden tulostukseen. Toisaalta eikös tuollakin saralla kehitys mene eteenpäin ja kappaleen vahvuus on parantunut huomattavasti.
Resin tulostus ei taida liiemmin taipua käyttötavara tulostuksiin, jos siis tarvitaan sitä kestävyyttä. Siraya Techin tenacious resin taitaa olla kestävimmästä päästä, mutta Siraya Tech resinejä en ite pahemmin löytäny EU alueelta ainakasn kohtuu hintaan.
Ite tosiaan hommasin tän juurikin figuureja ja ym. yksityiskohtaisempien mallien tulosteluun. FDM printterit on mulla sitten isompien tavaroiden tulosteluun, kuten kuvassa näkyvä projekti.
Liitteet

- Liittynyt
- 19.10.2020
- Viestejä
- 239
Nyt löytyi tulostajille projekti. Kertokaas tulostimen omistavat paljon velottaisitte tällaisen osan tekemisestä. Kyseessä on vuoden 69 solifer 10 kytkinkahva joka on antautunut juuresta. Laitan kuvan tähän ja halukkaat kokeilijat ottakoot yyveellä yhteyttä niin sovitaan asioista tarkemmin. Kyseinen tulostettava osa olisi tuo musta muovikahva jonka saa irti tuosta valumiinista. laitan samaan nauhaan kuvan vielä tuosta kahvasta irrallisena.



Viimeksi muokattu:
- Liittynyt
- 19.10.2020
- Viestejä
- 239
No tarvihtee sit kattella jostain korvaava vastaava kun tosiaan ihan noin kovia hintoja ei kyllä pysty maksamaan. Ja ymmärrän toki hinnat siitä ei ollut nyt kysymys kyllä vaivoistaan pitää palkka saada. Mutta noin pienen käikäleen tekoon ei nyt tosiaan kannata lähteä. Jos olis solikka museokelpoinen niin sit maksaisinkin. Mutta kiitos jälleen
- Liittynyt
- 19.10.2020
- Viestejä
- 239
Jo ja kysymys nyt olikin ihan vain hinnan kyselemisestä en odottanutkaan paljon tuon pienempiä hintoja. Ja noi vehkeetkään ei ole ilmaisia ja jos joku innokas löytyy joka harjoitustyökseen tuon haluaa ottaa, laita privaa niin sovitaan asiat kondikseen. Mutta summa summaarum jatketaan odottelua.
- Liittynyt
- 16.10.2016
- Viestejä
- 416
Samaa mieltä, en pitäisi ainakaan kovin pitkä ikäisenä.Tollanen kytkinkahva saa aika kovaa rasitusta ja voimaa. Ei ihan jokainen materiaali kestä ja en ainakaan itse lähtisi tulostelemaan.
Jos tuollaisen nyt kuitenkin itse haluaisin tehdä, niin tulostaisin puolikkaina ja laittaisin väliin rst levyn. Liimalla ja parilla niitillä sitten kiinni.
Tee-itse rakenteena varmaan kestävin, että leikkaa/hitsaa sisustan rakenteen ja siihen päälle piirtää käytön mukavuutta lisäävää muovia. Sinänsä jos olisi parametrisoitu malli olemassa, niin sen muokkaaminen ja tulostaminen olisi jo aika pienen suunnittelutyön asia. Tuollaiseen ulkonäön parantamiseen tehty tulostus kai voisi olla ABS/ASA, ainakin kun liikutaan halvemmissa tee-itse tulosteissa. Jos on ABS:ää, niin puolikkaiden liimaaminen toisiinsa on asetonilla helppoa. Palikoita sovittaessa sisustan metallin optimilämpötila saattaa olla 240C ja metalliosa sopii täydellisesti ympärille laitettaviin puolikkaisiinSamaa mieltä, en pitäisi ainakaan kovin pitkä ikäisenä.
Jos tuollaisen nyt kuitenkin itse haluaisin tehdä, niin tulostaisin puolikkaina ja laittaisin väliin rst levyn. Liimalla ja parilla niitillä sitten kiinni.
")
- Liittynyt
- 19.10.2020
- Viestejä
- 239
No tuohon on nyt tulossa ihan muovinen kahva ja tässä mopossa ei kytkintä tarvitse käyttää kuin käynnistämisen yhteydessä ja jäykkyyttä säädetään kytkinkopassa olevalla jousella. Vaihdoin kevyimmän jousen millä kytkin ei luista ja yhdellä sormella painamalla saa moottoriin vedon päälle. Eli mahdotonta rasitusta ei kahvalle tule. Ja alkuperäinen kahva on kestänyt kumminkin 55 vuotta joten joskoos tuo mun pienet kesäajot kestäisi. Ja koitetaan nyt ensin tällä ja korjataan jos sattuu hajoomaan
- Liittynyt
- 22.10.2016
- Viestejä
- 1 254
Mikähän voi olla, kun PLA:ta tulostettaessa ensimmäisen kerroksen ulkokehät tarttuvat ennemmin Prusan tulostustasoon kuin ylempiin kerroksiin? Ennen on aina toiminut hyvin, mutta viime aikoina ulkokehät on alkaneet jäämään osittain tai kokonaan kiinni tulostustasoon valmista tulostetta irrottaessa.
Parikin asiaa on muuttunut. Ensinnäkin olen alkanut puhdistaa tulostustasoa Motonetin isopropanolin sijasta 3DJaken isopropanolilla. Toisekseen suutin oli välillä irti, joten jouduin tekemään ensimmäisen kerroksen kalibroinnin uudestaan.
Filamentti on 3DJaken EcoPLA ja tulostin Prusa i3 MK3S sileällä tulostustasolla.
Parikin asiaa on muuttunut. Ensinnäkin olen alkanut puhdistaa tulostustasoa Motonetin isopropanolin sijasta 3DJaken isopropanolilla. Toisekseen suutin oli välillä irti, joten jouduin tekemään ensimmäisen kerroksen kalibroinnin uudestaan.
Filamentti on 3DJaken EcoPLA ja tulostin Prusa i3 MK3S sileällä tulostustasolla.
Minkälaisilla asetuksilla olette TPU:ta tulostaneet? Itse kokeilin 210-astetta hotendille, 60-astetta pedille ja tulostusnopeus oli 40mm/s. Sain tulostettua jonkinaikaa ok, mutta sitten filamentti jäi mutkalle extruuderiin ja homma kusi. Oli myös retraction käytössä (taisi olla virhe). Kyseessä siis directdrive laite.
Tulostusnopeus oli varmasti liikaa ja sitten oli myös tuo retraction käytössä. Mites nuo lämpötilat? Filamentin paketissa lukee 205...230-astetta ja peti ei vaadi lämpöä ollenkaan. Huomasin, että se kyllä warppasi kulmista, eli onko parempi nostaa lämpöä, vai ottaa se pois päältä kokonaan? Peti on lasia.
Tulostusnopeus oli varmasti liikaa ja sitten oli myös tuo retraction käytössä. Mites nuo lämpötilat? Filamentin paketissa lukee 205...230-astetta ja peti ei vaadi lämpöä ollenkaan. Huomasin, että se kyllä warppasi kulmista, eli onko parempi nostaa lämpöä, vai ottaa se pois päältä kokonaan? Peti on lasia.
Shadowhunter
Tukijäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 621
Jos mallinnat tuon kahvan 3D muotoon, niin voisin kokeilla ottaa itselle sellasena haasteena vastaan, tehdä siitä niin kestävä kuin osaan tulostaa. Lähinnä tehdä se ihan pla tulosteena, runko jollakin 40-80% täytöllä, jonka vahdistaisin abs käsittelyllä. Kyseinen tapa tuottaa huomattavan kestäviä kappaleita arki käyttöön.No tuohon on nyt tulossa ihan muovinen kahva ja tässä mopossa ei kytkintä tarvitse käyttää kuin käynnistämisen yhteydessä ja jäykkyyttä säädetään kytkinkopassa olevalla jousella. Vaihdoin kevyimmän jousen millä kytkin ei luista ja yhdellä sormella painamalla saa moottoriin vedon päälle. Eli mahdotonta rasitusta ei kahvalle tule. Ja alkuperäinen kahva on kestänyt kumminkin 55 vuotta joten joskoos tuo mun pienet kesäajot kestäisi. Ja koitetaan nyt ensin tällä ja korjataan jos sattuu hajoomaan
Tykkään venyttää 3D tulostusta uusille tekniikoille ja mukava haaste on aina poikaa, vaikkakin ensimmäisellä kerralla aina onnistu. Sitte etsitään sopiva metodi jolloin onnistuu.
")
Lähinnä tehdä se ihan pla tulosteena, runko jollakin 40-80% täytöllä, jonka vahdistaisin abs käsittelyllä. Kyseinen tapa tuottaa huomattavan kestäviä kappaleita arki käyttöön.
Ihan mielenkiinnosta kysyisin, että kun mainitset abs käsittelyn niin tarkoitatko PLA tulosteen käsittelyä "Aceton vapor smoothing" menetelmällä, vai onko tämä jokin toinen menetelmä?
PLA ei taida asetonista siloittua. Mun arvauksen mukaan tässä on nyt kyse ABS slurryn/juicen levityksestä PLA kappaleen päälle ikäänkuin pinnoittaen.Ihan mielenkiinnosta kysyisin, että kun mainitset abs käsittelyn niin tarkoitatko PLA tulosteen käsittelyä "Aceton vapor smoothing" menetelmällä, vai onko tämä jokin toinen menetelmä?
Shadowhunter
Tukijäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 621
Toinen menetelmä. Siinä asetoniin sulatetaan sopiva määrä abs muovia. Tulostettu kappale sinne uimaan ja pieni alipaine purkkiin, jolloin asetonin avulla abs muovi tunkeutuu pienistä rakosista tulosteen sisälle ja kuivuttuaan kovettaa tulosteesta kestävemmän.Ihan mielenkiinnosta kysyisin, että kun mainitset abs käsittelyn niin tarkoitatko PLA tulosteen käsittelyä "Aceton vapor smoothing" menetelmällä, vai onko tämä jokin toinen menetelmä?
Onko kukaan tehnyt tuota abs siloitusta asetoonilla?
Eikös pet astiat kestä asetoonia?
Astiaan laitetaan vaan asetonilla kostutettuja rättejä ja kappaleen annetaan olla höyryissä aikansa ja sit kuivaus?
Muutama kappale on silotettu, ensin hionta ja sen jälkeen nopea dippaus asetoniin tai siveltimellä pintaan.
Kuivumisen jälkeen mahdollisesti hionta ja uusi asetonikäsittely kunnes haluttu pinta on saavutettu.
Höyryllä pitäisi onnistua myös mutta en ole kokeillut.
Kuivausta en suosittele koska asetoni pehmentää pinnan ja tulee naarmuja/sormenjälkiä/jne.
Pitää antaa rauhassa kuivua/haihtua rauhassa koskematta jos haluaa siistin pinnan.
trema
Make ATK Great Again
- Liittynyt
- 19.10.2016
- Viestejä
- 268
PET hapertuu asetonista. Varmaan jonkun paksumman astian käyttö lyhytaikaiseen rasitukseen ihan ok, mutta asetonia ei kannata säilöä PET-pulloissa.Onko kukaan tehnyt tuota abs siloitusta asetoonilla?
Eikös pet astiat kestä asetoonia?
Astiaan laitetaan vaan asetonilla kostutettuja rättejä ja kappaleen annetaan olla höyryissä aikansa ja sit kuivaus?
Asetonihöyrykäsittelyn pitäisi onnistua ihan kannellisessa laatikossa, johon laitetaan avonaisessa astiassa asetonia (tai kaataa pohjalle, putsaaminen vain hankalampaa). Asetoni haihtuu iloisesti huoneenlämmössä, eli jos malttaa odottaa hetken, niin höyry korvaa ilman laatikossa. Joissain ohjeissa käytetään pientä tuuletinta kierrättämään höyryä laatikossa, mutta heikosti suojatun sähkölaitteen käyttö EX-tilassa on aika riskialtista. Asetoni haihtuu käsitellystä kappaleesta kyllä hyvin, riippuen toki miten huokoinen, minkä muotoinen kappale kyseessä ja miten pitkään ollut käsittelyssä. Minkään mekaanisen kuivauksen ei pitäisi olla tarpeen.
Itse olen tehnyt smoothingin laittamalla pienen puukalikan smartstoren pohjalle (tälläinen) ja sitten palikan ympärille paperia ja ne kastellut asetonilla. Sen jälkeen pikaisesti kansi kiinni ja seuraillut tilannetta. Sittenkun alkaa pinta olemaan tasainen niin asetonilla kastellut paperit veks ja tuuletin päälle viereen nopeuttamaan haihtumista.
- Liittynyt
- 18.10.2016
- Viestejä
- 2 072
Sattu Youtubessa vastaan tällänen kalibrointia käsittelevä video ja sivusto
Saattaa olla varsinkin aloittelevalle tulostajalle(tai siis säätäjälle) oikein hyödyllinen!
Saattaa olla varsinkin aloittelevalle tulostajalle(tai siis säätäjälle) oikein hyödyllinen!
Minkälaisia kameroita ootte käyttänyt octoprintin kanssa? Onko octoprintin käytön kannalta eroa onko raspberry 3 vai 4? Saako tuolla oikeasti muutakin etua kun pelkän etäohjauksen ja valvonnan tulostimelle?
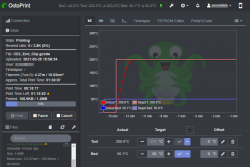
Kyllä octoprint tuo itelle paljon hyötyjä:
- BLTouch pedin tasauksen teen sen pluginilla.
- Näkee tarkasti koska printti valmistuu ja missä vaiheessa mennään (jäljellä oleva aika, valmistumisaika, mones kerros jne.)
- Filamentin käytetty määrä
- gcodejen siirto printteriin miltä tahansa koneelta
- Etäohjaus ja valvonta
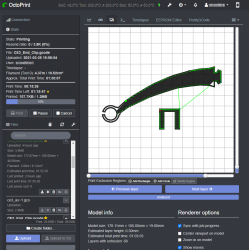
Ai että kun saa olla itseensä tyytyväinen. Ender 3 pölyttynyt nurkassa melkein vuoden päivät mutta sain vihdoin aikaiseksi viritellä Octoprintin Raspi4:selle ja nyt skulaa hyvin muutaman plugarin kanssa!
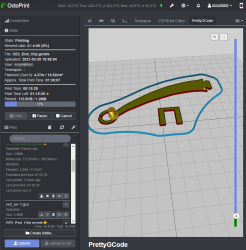
Suurimmat edut ehkä itelle on tuo Cura+plugari integrointi että käytännössä nappia painamalla saa tulostuksen käyntiin sekä pari plugaria millä saa simuloidun reaaliaikanäkymän tulosteesta sekä TP-Linkin smart home plugilla vähän paloturvallisuutta, että Raspi sammuttaa printterin kun tuloste on valmis.
Suurimmat edut ehkä itelle on tuo Cura+plugari integrointi että käytännössä nappia painamalla saa tulostuksen käyntiin sekä pari plugaria millä saa simuloidun reaaliaikanäkymän tulosteesta sekä TP-Linkin smart home plugilla vähän paloturvallisuutta, että Raspi sammuttaa printterin kun tuloste on valmis.
Liitteet
No nyt sain itsekkin pienen väännön jälkeen octoprintin raspberry 3 kautta toimimaan. Octoprint herjaa vaan että tulostimessa viallinen softa, liittyy lämpötilan tuplaraportointiin tms... pitäisi asentaa korjaus ohjelma (tai lisäosa) mutta ei oikein onnistu... pitääkö tuo komento kirjoittaa raspberryn kautta vai miten pitää tehdä? V4.2.7 kortti.
Edit: onnistui asentaa selaimen kautta näköjään.

 community.octoprint.org
community.octoprint.org
 plugins.octoprint.org
plugins.octoprint.org
Edit: onnistui asentaa selaimen kautta näköjään.
OctoPrint doesn't show a temperature graph for my Creality printer with stock firmware
There are firmware variants shipped with some Creality printers that produce broken temperature reports. In the community we have so far seen two variants that are broken in different ways: Doubled temperature entries Your firmware sends temperature reports like this: TT::27.9327.93 //0.000.00...
community.octoprint.org
Creality 2x temperature reporting fix
Fixes the double temperature reporting from the Creality Ender-3 v2 printer described in this OctoPrint forum topic.
plugins.octoprint.org
Viimeksi muokattu:
- Liittynyt
- 17.10.2016
- Viestejä
- 1 871
Octoprint myös kiinnostaa. Yllä jo kysyttiin mutta en nähnyt vastausta, enkä löytänyt octoprintin sivuiltakaan: Onko eroa käyttääkö rasp3 vai rasp4? Muistilla tuskin on väliä? Tuskin myöskään raspin versiolla jos ei pienellä etsimisellä löydy että nelonen ehdottomasti.
Eli mistä halvin rasp3?
Eli mistä halvin rasp3?
Hitaampi raspi voi vaikuttaa lopputulokseen, kun joissain kohdissa ehkä ei ehdi syöttämään dataa riittävän nopeasti. Miten katsotaan se riittävä laskentateho? En ole vielä ottanut Raspi 4:sta käyttöön, mutta se kai ehtisi myös olemaan web-kameran serverinä. Jos se aiheuttaa häiriötä, niin pois käytöstä -- voi verrata.Octoprint myös kiinnostaa. Yllä jo kysyttiin mutta en nähnyt vastausta, enkä löytänyt octoprintin sivuiltakaan: Onko eroa käyttääkö rasp3 vai rasp4? Muistilla tuskin on väliä? Tuskin myöskään raspin versiolla jos ei pienellä etsimisellä löydy että nelonen ehdottomasti.
Eli mistä halvin rasp3?
Nyt on sitten trianglelabin volcano tilattu, pitäisi isoja ja suht. monimutkaisia osia tulostaa myyntiin, mutta ei ender 3 vakiopalikoilla onnistu vaan luotettavasti tulostamaan petgiä 0,8mm suuttimen läpi. Viikon verran nyt taistellut ja roskamuovia tulostettu pian kilon verran..
Jos jollain on Ender 3 ja tulostaa 0,8mm - 1mm suuttimella niin otan vinkkejä vastaan.. Ender ei nyt extruderin puoleltakaan ole ihan se paras vaihtoehto.
Pitäisi ostaa kolmas tulostin ja ajattelin, että tilaanko siihenkin suoraan volcanon..
Jos jollain on Ender 3 ja tulostaa 0,8mm - 1mm suuttimella niin otan vinkkejä vastaan.. Ender ei nyt extruderin puoleltakaan ole ihan se paras vaihtoehto.
Pitäisi ostaa kolmas tulostin ja ajattelin, että tilaanko siihenkin suoraan volcanon..
- Liittynyt
- 17.10.2016
- Viestejä
- 397
Mulla taitaa olla raspi2:lla tuo octoprint ja ihan hyvin pyörii. Jos lataa ensimmäisen kerran webbi UI:n tulostuksen aikana niin saattaa tehot loppua kesken ja tulostuspää pysähtyä muutamaksi sekunniksi. Jos taas lataa UI:n ennen tulostuksen alkua niin ei ole mitään ongelmia. Webbikamerakin mulla on ollut tuossa kiinni ongelmitta, sen PLA:sta tulostettu teline vain hajosi, enkä ole jaksanut tulostaa uutta tilalle.
Shadowhunter
Tukijäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 621
Onnistuihan tuon curan muutoksen hakeminen kuin kunnolla etsi. Löyty heti kun katsoin asennus tiedostoja tarkemmin ja löysin päivämäärän 29.05.2019 korvatusta tiedostoista.
Joten ketjua takasin päin niin 27 päivä käyttäjä Tumi81 jakoi Curaan viritys paketin. Asensin sen silloin omaan akryyli anettiin, niin eihän se edes toiminut. Unohdin koko jutun. Kunnes nyt Enderin hankittua se onkin alkanut toimia.
Kyseessä on CreawsomeMod. Joka asennetaan curan tiedostojen päälle. Tämä modi oikeasti toimii todella hyvin Ender3 v2 kanssa.
Tuo modi laittaa sitte sille z-moottorille liikettä. Itsellä toimii kuin unelma.
trouch/CreawsomeMod
edit..
Altistin modilla viritetyn curan testiin ja tulostimena vakio kilkkeillä oleva Ender3 v2. Tein FreeCADillä palikan jonka sivut ovat 1cm kertaa 1cm ja korkeutta 20cm. Olin vielä niin ikävä, että tein siihen vielä viisi reikää korkeus-suunnassa. Suurin 3mm, sitte 1.5mm, kolmas 0.75mm, neljäs 0.375 tuo on pienempi kuin suuttimen reikä. jota käytin "0.4mm". Viiminen 0.1875mm.

Tuon voisi kuvitella olevan niin mahdoton tulostaa kuin olla voi.
Tulostuhan se. 3mm reikä niin suora kuin olla voi. Sama myös 1.5mm kanssa. 0.75mm reikä on tulosteessa, mutta valoa ei näy toisessa päässä. 0.37 ja 0.18 niistä ei näy jälkeä.
Joten Ender3 v2 tarkkuus menee 0.4mm suuttimella noin 20cm pystyssä kappaleessa alle kymmenykseen. Se on mielestäni todella hyvin alta 250 euron tulostimelta.
Hyvin soiva peli tuo Enderi, jolle kalpenee moni kalliimpikin tulostin.

Joten ketjua takasin päin niin 27 päivä käyttäjä Tumi81 jakoi Curaan viritys paketin. Asensin sen silloin omaan akryyli anettiin, niin eihän se edes toiminut. Unohdin koko jutun. Kunnes nyt Enderin hankittua se onkin alkanut toimia.
Kyseessä on CreawsomeMod. Joka asennetaan curan tiedostojen päälle. Tämä modi oikeasti toimii todella hyvin Ender3 v2 kanssa.
Tuo modi laittaa sitte sille z-moottorille liikettä. Itsellä toimii kuin unelma.
trouch/CreawsomeMod
Testaapa tätä modia curaan ja tulostat testit sun Enderillä. Saatat saada kierrettyä vinon pöydän ongelmat.Keijolla on vahva tunne, että tässä on tuijoteltu extruderia.
edit..
Altistin modilla viritetyn curan testiin ja tulostimena vakio kilkkeillä oleva Ender3 v2. Tein FreeCADillä palikan jonka sivut ovat 1cm kertaa 1cm ja korkeutta 20cm. Olin vielä niin ikävä, että tein siihen vielä viisi reikää korkeus-suunnassa. Suurin 3mm, sitte 1.5mm, kolmas 0.75mm, neljäs 0.375 tuo on pienempi kuin suuttimen reikä. jota käytin "0.4mm". Viiminen 0.1875mm.
Tuon voisi kuvitella olevan niin mahdoton tulostaa kuin olla voi.
Tulostuhan se. 3mm reikä niin suora kuin olla voi. Sama myös 1.5mm kanssa. 0.75mm reikä on tulosteessa, mutta valoa ei näy toisessa päässä. 0.37 ja 0.18 niistä ei näy jälkeä.
Joten Ender3 v2 tarkkuus menee 0.4mm suuttimella noin 20cm pystyssä kappaleessa alle kymmenykseen. Se on mielestäni todella hyvin alta 250 euron tulostimelta.
Hyvin soiva peli tuo Enderi, jolle kalpenee moni kalliimpikin tulostin.
Viimeksi muokattu:
- Liittynyt
- 06.07.2020
- Viestejä
- 43
Itsellä 3B+ ja hyvin toimii, tosin kameraa en ole vielä asentanut kun odottelen sopivaa kaapelia. Kerrosten reaaliaikainen näyttö tuntuu toimivan välillä hitaalla, mutta en ole sitä pahemmin käyttänytkään, enkä tiedä onko softan vai laitteen hitaudesta kiinni. Raspi 4:stä kannattaa muistaa, että prossu vaatii jäähdytystä. Passiivinen alumiinikotelo on varmasti tässä tapauksessa paras vaihtoehto, jos raspia ei halua sammuttaa tulostusten välillä, ettei tarvitse kuunnella pienen tuulettimen melua silloinkin kun tulostin on pois päältä.Octoprint myös kiinnostaa. Yllä jo kysyttiin mutta en nähnyt vastausta, enkä löytänyt octoprintin sivuiltakaan: Onko eroa käyttääkö rasp3 vai rasp4? Muistilla tuskin on väliä? Tuskin myöskään raspin versiolla jos ei pienellä etsimisellä löydy että nelonen ehdottomasti.
OctoPrint on kyllä aivan loistava ja helppo ottaa käyttöön jos on vähänkin raspien kanssa pelannut. Asensin sen itse heti käyttöön kun sain tulostimen, enkä osaisi enää kuvitellakaan tulostavani SD-kortin kautta – varsinkin kun omassa SV01:ssä tuo SD-korttipaikka on ihan sadistisessa paikassa normikokoisille käsille. Käytän Prusasliceria, joka osaa lähettää työn suoraan OctoPrintille WiFin yli, kun luo vaan avaimen autentikaatiota varten OctoPrintissä (tämäkin on tehty helpoksi).
Mutta tämä siis 6 päivää 3D-tulostimen omistaneen näkökulmasta; en ole ehtinyt edes tutkia, mitä kaikkia asetuksia ja ominaisuuksia OctoPrintistä löytyy, kun olen keskittynyt tulostamaan tarpeellista tavaraa...
Mikähän mahtaa olla vika kun välillä kerros on tosi heikkolaatuinen. Ender 3v2 bltouch käytössä. 225C PLA filamentillä. Alle 220C ei tunnu pahemmin printtaavan tuota. Z akselin kierretanko rasvattu ja liukuu moottorit disabloituna todella kevyesti. Filamenttirulla laakereilla, joten uskoisin että extruder ei jumita. Kuvasta näkee noita heikkoja kerroksia. Samaa tapahtuu eri kerroksissa vaihtelevasti ja eri printeillä myös. Printteri on suljetussa 35C tilassa. Onko kokemuksia 4.2.2 lämpeisi liikaa ja aiheuttaisi tuota? Mielestäni tämmöistä lukenut ulkomaisilta sivustoilta. Mikäli tuosta johtuisi, onkohan kukaan siirtänyt elektroniikkaa erikseen Ender3v2 pois printterin sisältä? Tai toimisiko homma 4.2.7 levyllä?
Liitteet

- Liittynyt
- 18.10.2016
- Viestejä
- 2 072
Suutin tukossa? Minkäs merkkistä filamenttia käytössä?Mikähän mahtaa olla vika kun välillä kerros on tosi heikkolaatuinen. Ender 3v2 bltouch käytössä. 225C PLA filamentillä. Alle 220C ei tunnu pahemmin printtaavan tuota. Z akselin kierretanko rasvattu ja liukuu moottorit disabloituna todella kevyesti. Filamenttirulla laakereilla, joten uskoisin että extruder ei jumita. Kuvasta näkee noita heikkoja kerroksia. Samaa tapahtuu eri kerroksissa vaihtelevasti ja eri printeillä myös. Printteri on suljetussa 35C tilassa. Onko kokemuksia 4.2.2 lämpeisi liikaa ja aiheuttaisi tuota? Mielestäni tämmöistä lukenut ulkomaisilta sivustoilta. Mikäli tuosta johtuisi, onkohan kukaan siirtänyt elektroniikkaa erikseen Ender3v2 pois printterin sisältä? Tai toimisiko homma 4.2.7 levyllä?
Sunlua tuo. Sillä myös onnistuneita printtejä aikaisemmin, mutta korkeat lämmöt pitäny aina käyttää tuolla merkillä. Miten estää tukokset mikäli semmoisesta kyse? Tuntuu että mitä tahansa nyt printtaa ja vaikka välissä putsais suuttimen ni samanlaisia ongelmia muissakin printeissä.Suutin tukossa? Minkäs merkkistä filamenttia käytössä?
- Liittynyt
- 18.10.2016
- Viestejä
- 2 072
Yks syylinen vois olla tietysti retraction joka toimii vähän laiskasti sulla. Koitas tulastaa retraction disabloituna?Sunlua tuo. Sillä myös onnistuneita printtejä aikaisemmin, mutta korkeat lämmöt pitäny aina käyttää tuolla merkillä. Miten estää tukokset mikäli semmoisesta kyse? Tuntuu että mitä tahansa nyt printtaa ja vaikka välissä putsais suuttimen ni samanlaisia ongelmia muissakin printeissä.
- Liittynyt
- 17.10.2016
- Viestejä
- 93
PLA:n tulostukseen tuo suljettu 35 °C tila ei ole optimaalinen ja tulostimen elektroniikkakin lämpenee tarpeettomasti. Stepperidriverin ylikuumeneminen saattaa olla ongelma. Oman kokemuksen mukaan kuitenkin Enderin vakio hotend aiheuttaa mystisiä ekstruusio-ongelmia mikäli suuttimen ja ptfe-putken väliin on päässyt muodostumaan rako. Bowden-putken kiinnikkeet ovat ilmeisesti tunnettu heikko kohta tuossa tulostimessa. Enderin ekstruuderi ei myöskään ole liian voimakas, joten pienikin tukoksen alku hotendissä saattaa aiheuttaa hukattuja steppejä. All-metal microswiss-klooniin vaihtamisen jälkeen olen tulostanut yli 200 tuntia ilman ongelmia, enkä ole kaivannut ptfe-putkellista hotendiä edes PLA:n kanssa.Mikähän mahtaa olla vika kun välillä kerros on tosi heikkolaatuinen. Ender 3v2 bltouch käytössä. 225C PLA filamentillä. Alle 220C ei tunnu pahemmin printtaavan tuota. Z akselin kierretanko rasvattu ja liukuu moottorit disabloituna todella kevyesti. Filamenttirulla laakereilla, joten uskoisin että extruder ei jumita. Kuvasta näkee noita heikkoja kerroksia. Samaa tapahtuu eri kerroksissa vaihtelevasti ja eri printeillä myös. Printteri on suljetussa 35C tilassa. Onko kokemuksia 4.2.2 lämpeisi liikaa ja aiheuttaisi tuota? Mielestäni tämmöistä lukenut ulkomaisilta sivustoilta. Mikäli tuosta johtuisi, onkohan kukaan siirtänyt elektroniikkaa erikseen Ender3v2 pois printterin sisältä? Tai toimisiko homma 4.2.7 levyllä?
Ota bowden tuubi irti hotendistä ja tarkasta sen pään kunto. Kuulostaa siltä että sun tuubi on vähän sulanut ja estää filamentin läpimenoa. Yksinkertaisimmillaan tuon voi korjata katkeisemalla pätkän pois tai vaihtamalla koko putken jos mitta on niin tiukka ettei voi vähän ottaa pois tai sitten pysyvämpi korjaus tämän videon ohjeilla: Luke Hatfieldin hot end modiMiten estää tukokset mikäli semmoisesta kyse? Tuntuu että mitä tahansa nyt printtaa ja vaikka välissä putsais suuttimen ni samanlaisia ongelmia muissakin printeissä.
Uutiset
-
Renderöintivuodoissa Samsungin tulevat Galaxy Glasses -älylasit
30.4.2026 22:16
-
Motorola julkaisi lisää moto g -puhelimia – moto g87:ssä 200 megapikselin pääkamera
30.4.2026 19:07
-
Windows Central sai tietoja Microsoftin Windows K2 -projektista
30.4.2026 11:13
-
Motorola julkaisi uuden edge 70 pron neljänä PANTONE-versiona eri materiaalein
30.4.2026 01:34
-
Motorola julkaisi razr 70 -malliston – ultra-mallissa LOFIC-pääkamera
30.4.2026 00:42
Uusimmat viestit
-

-
-
Virtuaaliset flipperit (PC & konsolipelaaminen)
- Viimeisin: m_vierimaa
-