-
PikanavigaatioAjankohtaista io-tech.fi uutiset Uutisia lyhyesti Muu uutiskeskustelu io-tech.fi artikkelit io-techin Youtube-videot Palaute, tiedotukset ja arvonnat
Tietotekniikka Prosessorit, ylikellotus, emolevyt ja muistit Näytönohjaimet Tallennus Kotelot ja virtalähteet Jäähdytys Konepaketit Kannettavat tietokoneet Buildit, setupit, kotelomodifikaatiot & DIY Oheislaitteet ja muut PC-komponentit
Tekniikkakeskustelut Ongelmat Yleinen rautakeskustelu Älypuhelimet, tabletit, älykellot ja muu mobiili Viihde-elektroniikka, audio ja kamerat Elektroniikka, rakentelu ja muut DIY-projektit Internet, tietoliikenne ja tietoturva Käyttäjien omat tuotetestit
Softakeskustelut Pelit, PC-pelaaminen ja pelikonsolit Ohjelmointi, pelikehitys ja muu sovelluskehitys Yleinen ohjelmistokeskustelu Testiohjelmat ja -tulokset
Muut keskustelut Autot ja liikenne Urheilu TV- & nettisarjat, elokuvat ja musiikki Ruoka & juoma Koti ja asuminen Yleistä keskustelua Politiikka ja yhteiskunta Hyvät tarjoukset Tekniikkatarjoukset Pelitarjoukset Ruoka- ja taloustarviketarjoukset Muut tarjoukset
Kauppa-alue
Navigation
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Huomio: This feature may not be available in some browsers.
Lisää vaihtoehtoja
Tyylin valinta
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3D-tulostaminen
- Keskustelun aloittaja micko
- Aloitettu
Jep. 0,4Pikanen kymysys. Minkä kokoinen on ender 3v2 vakio suutin? 0,4mm?
Sitten kun kyllästyt säätämiseen niin kokeileppa niin, että palautat tilanteen alkuun ja valkkaat curasta sen tulostimen perusasetukset päälle. Sen jälkeen materiaaliksi generic PETG ja pistät 90´c pedille ja 250´c printing temperaturelle. Vauhti 40mm/s ja build platena raft. Sitten vielä vaihdat ton infill pattern lines pois ja siihen tri-hexagonin tilalle.
Puota vielä fan speed 20-50%. Liian paljoa ei saa jäähdyttää.
Tuo kyllä näyttää missä mahdollinen vika on. Tai noin itse mahdollista vikaa lähtisin jäljittämään. Voi se silti olla kappaleen koodissakin. Taikka xyz akseleissa.
Latasin jälleen perus petg asetukset curaan.
Lämmöt laitoin 245 koska pelottaa nostaa korkeammalle ettei se capricornin pala sula hotendiin + lämpö ei ole näyttänyt vaikuttavan tippaakaan suuntaan taikka toiseen välillä 230-245. Pedin lämmöt olen nostanut 75 aiemman 70 sijaan, pala kyllä pysy hyvin 70 asteessakin kiinni.
Vauhtia olen kokeillut 25,35,40,45,50,60 ja kaikilla tuo ongelma esiintyy.
Infillin tyyppiä en halua vaihtaa, vaihdan kyllä kunhan ongelman syy on selvitetty ja korjattu. Tuossa grid infillissä se ongelma erottuu selkeimmin mutta olen kokeillut myös cubicia, jossa ongelma esiintyy myös mutta vaikeammin havaittavissa.
Build platea en ole kokeillut tehdä raftina, koska en usko että se tuohon vaikuttaa.
Filamentti on kuivattu ja ongelma pysyy, kaveri tulosti filamentilla saman palan omalla prusallaan ja sillä tuota ongelmaa ei ollut (se on toki direct drive vs mun bowden, mutta kai tällä uskaltaa filamentin sulkea pois).
Vaihdoin infill densityn 20% - >18% ja ongelma pysyy (ajattelin jos jako menee jostain maagisesta syystä jotenkin ihmeellisesti että olisi mekaaninen ongelma jossain stepeissä ym). Ongelma pysyy.
Tulostin saman mallin 2 kertaa 3 eri kohdassa alustaa, ongelmat toistuvat täsmälleen samoissa kohdissa.
Ainoa mitä en ole kokeillut on tuo fan speed joka kaikissa aiemmissa testeissä ollut 0, nyt 50.
Edelleen ongelma pysyy, ainoana erona (ehkä) se että tuo irtonainen seinämä ei nyt ole irti alhaalta ylös asti, vaan edes yrittää pikkuisen ottaa kiinni.
Kokeilen vielä huomenna tota fan speediä säädellä. Muokkaan myös tuota mallin kehää esim 0,5mm laajemmaksi ja/tai piirrän koko roskan uudelleen, mutta sitten alkaa jo keinot olla käytetty

MUOKKAUS:
Ei auta fan speedit. Takaisin sorvin ääreen.
Viimeksi muokattu:
Hommasin black fridayn aikoihin ender 3 v2 BLTouch kitin kanssa. Tuo BLTouch ei vielä ole saapunut mutta tulostimen kanssa olen kohta jo viikon ehtinyt turata.
Ensimmäiseksi 3D-tulostimekseni tämä oli kyllä toimiva hankinta. Kasaaminen oli helppoa ja nopeaa, ensimmäisen tulostuksen saikin pistää tulille n. tunnin kuluttua paketin avauksesta")
Omassa tulostimessani piti tuota Z-rajaa säätää hieman että sai pedinsäädön pysymään järkevissä rajoissa. Jos rajakytkimen pisti alapalkkia vasten niin yhden nurkan pedistä joutu kiristämään äärimmilleen ja silloinkin sai vain juuri ja juuri riittävästi rakoa suuttimen alle. Nostinkin Z-rajaa n. 5mm ylöspäin ja nyt pedin säädöt on kautta linjan n. puolivälissä jousien liikerataa.
PLA:n kanssa en ole vielä huomannut ongelmia tarttumisen kanssa, kunhan vaan muistaa pyyhkiä lasipinnan IPAlla joka kerta, tarkistaa pedin tasotuksen ja välyksen suuttimeen.
Ainoa negatiivinen puoli tähän mennessä on ollut äänekkäät tuulettimet. Virtalähteen, piirikortin ja tulostuspään tuulettimet pitää aikamoista suhinaa. Tilasinkin elfan valikoimasta muutaman hiljaisemman 40mm tuulettimen tulostuspäälle, piirikortille ja virtalähteelle sahaan kansiin isommat reiät 80mm tuulettimelle. Lisäksi virtalähteen toisen pään jäähdytysreiät on alkuperäisellä metallisella suojalla tukittu, ne avasin rälläköimällä kanteen sopivan kolon. Nyt pääsee ilma myös poistumaan virtalähteen sisältä. Noin isot tuulettimet ei mahdu piirikortin ja virtalähteen koteloiden sisälle, pistän ne ulkopuolelle ja korotan printteriä n. 40mm. Tulostin jo korokepalat nurkkiin, palojen pohjaan liimaan palat huopatassua niin pysyy paikoillaan ja hiukan irrottaa pöytälevystä koko härveliä.
Tähän mennessä olen jo ehtinyt tulostamaan muutamia avaimenperiä, katapultin, kuulokkeille pidikkeen, langanohjaimen, työkalupidikkeen, alfaan lukkosylinterin pitimen, rtx 2060 kortille tuuletinkilpeä jne. Ei varmaan ole öitä lukuunottamatta ollut tulostin puhisematta Vielä ei oo uskaltanu jättää yöksi tai kotoonta poistumisen ajaks päälle.
Ensimmäiseksi 3D-tulostimekseni tämä oli kyllä toimiva hankinta. Kasaaminen oli helppoa ja nopeaa, ensimmäisen tulostuksen saikin pistää tulille n. tunnin kuluttua paketin avauksesta
Omassa tulostimessani piti tuota Z-rajaa säätää hieman että sai pedinsäädön pysymään järkevissä rajoissa. Jos rajakytkimen pisti alapalkkia vasten niin yhden nurkan pedistä joutu kiristämään äärimmilleen ja silloinkin sai vain juuri ja juuri riittävästi rakoa suuttimen alle. Nostinkin Z-rajaa n. 5mm ylöspäin ja nyt pedin säädöt on kautta linjan n. puolivälissä jousien liikerataa.
PLA:n kanssa en ole vielä huomannut ongelmia tarttumisen kanssa, kunhan vaan muistaa pyyhkiä lasipinnan IPAlla joka kerta, tarkistaa pedin tasotuksen ja välyksen suuttimeen.
Ainoa negatiivinen puoli tähän mennessä on ollut äänekkäät tuulettimet. Virtalähteen, piirikortin ja tulostuspään tuulettimet pitää aikamoista suhinaa. Tilasinkin elfan valikoimasta muutaman hiljaisemman 40mm tuulettimen tulostuspäälle, piirikortille ja virtalähteelle sahaan kansiin isommat reiät 80mm tuulettimelle. Lisäksi virtalähteen toisen pään jäähdytysreiät on alkuperäisellä metallisella suojalla tukittu, ne avasin rälläköimällä kanteen sopivan kolon. Nyt pääsee ilma myös poistumaan virtalähteen sisältä. Noin isot tuulettimet ei mahdu piirikortin ja virtalähteen koteloiden sisälle, pistän ne ulkopuolelle ja korotan printteriä n. 40mm. Tulostin jo korokepalat nurkkiin, palojen pohjaan liimaan palat huopatassua niin pysyy paikoillaan ja hiukan irrottaa pöytälevystä koko härveliä.
Tähän mennessä olen jo ehtinyt tulostamaan muutamia avaimenperiä, katapultin, kuulokkeille pidikkeen, langanohjaimen, työkalupidikkeen, alfaan lukkosylinterin pitimen, rtx 2060 kortille tuuletinkilpeä jne. Ei varmaan ole öitä lukuunottamatta ollut tulostin puhisematta
Vielä ei oo uskaltanu jättää yöksi tai kotoonta poistumisen ajaks päälle.Onnittelut uudesta harrastuksesta!
Voitko linkata mimmosia föönejä tilasit? Tilasitko 24V verppeet vai käytätkö jännitteenalentimia?Tilasinkin elfan valikoimasta muutaman hiljaisemman 40mm tuulettimen tulostuspäälle, piirikortille ja virtalähteelle sahaan kansiin isommat reiät 80mm tuulettimelle.
Onnittelut uudesta harrastuksesta!
Voitko linkata mimmosia föönejä tilasit? Tilasitko 24V verppeet vai käytätkö jännitteenalentimia?
Mä tilasin aikaisemmin näitä 24v tuulettimia toiveena hiljaisempi käyntiääni:

MF40202V2-1000U-A99 Axial-Lüfter 40x40x20mm 24V= 13,1m³/h 21dBA Sunon MB40202V2 | eBay.de
Nachfolger des KDE2404PKV2A und MB40202V2-A99 Abbildung ähnlich. Lager-Temperaturbereich -40. +70 °C. Elektronisch kommutierter Gleichstrommotor. Ausgestattet mit einem Vapolager und dem Magnetic Levitation System.
www.ebay.de
Noi on ainakin melko hiljaisia (ja ilmeisimminkin aitoja), mutta ilmaa siirtyy silti kunnolla. Sellainen ärsyttävä sirinä jäi noilla pois. Noi on tosin 20mm paksuja eli ei sovi suoraan esim. Ender 3:n tulostuspäähän. Noi ei sitten tue PWM:ää.
Tästä voinee päätellä että ei ole tuon msllin vika

Kokeilin myös cubic infillillä



Seuraavaksi kai kokeilen tulostaa PLA:ta ja katson jos sillä tulee samanlaista, ellei jollain ole jotain parempia ideioita?
Onneks on sentään lomaa ja lapset oli tänään tarhassa niin pääsi taas jotain sulkemaan pois
Kokeilin myös cubic infillillä
Seuraavaksi kai kokeilen tulostaa PLA:ta ja katson jos sillä tulee samanlaista, ellei jollain ole jotain parempia ideioita?
Onneks on sentään lomaa ja lapset oli tänään tarhassa niin pääsi taas jotain sulkemaan pois
- Liittynyt
- 18.10.2016
- Viestejä
- 738
Itsellä sama tuuletin hotendille ja saman valmistajan 12V maglev 5015 blower tulosteelle. Luonnollisesti eivät tue PWM:ää erillisellä PWM-signaalilla, mutta toki näiden syöttöjännitettä voidaan PW-moduloida. Ymmärtääkseni tällainen toteutustapa on yleinen 3D-tulostimissa. Esim. Ender 3 -tulostimissa tuulettimia ohjataan PWM:llä moduloiden syötön miinuspotentiaalia.Mä tilasin aikaisemmin näitä 24v tuulettimia toiveena hiljaisempi käyntiääni:
MF40202V2-1000U-A99 Axial-Lüfter 40x40x20mm 24V= 13,1m³/h 21dBA Sunon MB40202V2 | eBay.de
Nachfolger des KDE2404PKV2A und MB40202V2-A99 Abbildung ähnlich. Lager-Temperaturbereich -40. +70 °C. Elektronisch kommutierter Gleichstrommotor. Ausgestattet mit einem Vapolager und dem Magnetic Levitation System.www.ebay.de
Noi on ainakin melko hiljaisia (ja ilmeisimminkin aitoja), mutta ilmaa siirtyy silti kunnolla. Sellainen ärsyttävä sirinä jäi noilla pois. Noi on tosin 20mm paksuja eli ei sovi suoraan esim. Ender 3:n tulostuspäähän. Noi ei sitten tue PWM:ää.
Itsellä sama tuuletin hotendille ja saman valmistajan 12V maglev 5015 blower tulosteelle. Luonnollisesti eivät tue PWM:ää erillisellä PWM-signaalilla, mutta toki näiden syöttöjännitettä voidaan PW-moduloida. Ymmärtääkseni tällainen toteutustapa on yleinen 3D-tulostimissa. Esim. Ender 3 -tulostimissa tuulettimia ohjataan PWM:llä moduloiden syötön miinuspotentiaalia.
Hyvä tarkennus. Tarkoitin sitä, että ei ole kuin kaksi kaapelia eli ei ohjaussignaalia.
Eikös nuo infillin seinät tulostu nyt aivan normaalisti, poislukien sen, että jostain syystä jotkut seinävedot jää vajaiksi? Slicereissa on asetuksia joilla voidaan ehkäistä langoittumista, jokin tuommoinen valinta on saattanu jäädä päälle tai sitten slicer tekee vain omia virheitään. Mitä jos kokeilisit viipaloida tuon vaikkapa prusa slicerilla?Seuraavaksi kai kokeilen tulostaa PLA:ta ja katson jos sillä tulee samanlaista, ellei jollain ole jotain parempia ideioita?

Joo tuo se on ongelman ydin ollut koko ajan, jostain syystä seinämä loppuu tuon karvan verran ennenkuin pitäisi.
Kvli mulle jo pyöritti gcoden eri slicerilla, en tiedä mitä käytti mutta olishan se tietty vielä hyvä varmistaa uudelleen.
Laitoin myös jo ihan basic asetukset pariinkin kertaan, ja sit erikseen kokeilin paria erikoisasetusta curassa (infill wipe oli toinen ja toista en muista) mutta eipä nekään tuota korjannut.
Muoks:
Latasin prusaslicerin, eka kerros infilliä menossa eikä näytä ainakaan siltä että tulis tuota vammasta gappia. pidetään peukkuja, update n. 20min päästä
Muoks2.
Priimaa tuli. Eli slicerin vika sittenkin. Mitä pirua. Taidan poistaa kaiken softan datan koneelta ja lataan uudelleen ja kokeilen mitäs sitten sanoo, jos tulee ongelmia niin kai mie käytän prusasliceria sitten
Kvli mulle jo pyöritti gcoden eri slicerilla, en tiedä mitä käytti mutta olishan se tietty vielä hyvä varmistaa uudelleen.
Laitoin myös jo ihan basic asetukset pariinkin kertaan, ja sit erikseen kokeilin paria erikoisasetusta curassa (infill wipe oli toinen ja toista en muista) mutta eipä nekään tuota korjannut.
Muoks:
Latasin prusaslicerin, eka kerros infilliä menossa eikä näytä ainakaan siltä että tulis tuota vammasta gappia. pidetään peukkuja, update n. 20min päästä
Muoks2.
Priimaa tuli. Eli slicerin vika sittenkin. Mitä pirua. Taidan poistaa kaiken softan datan koneelta ja lataan uudelleen ja kokeilen mitäs sitten sanoo, jos tulee ongelmia niin kai mie käytän prusasliceria sitten
Viimeksi muokattu:
Hyvä että selvis!Priimaa tuli. Eli slicerin vika sittenkin. Mitä pirua. Taidan poistaa kaiken softan datan koneelta ja lataan uudelleen ja kokeilen mitäs sitten sanoo, jos tulee ongelmia niin kai mie käytän prusasliceria sitten
Prusa slicer on hyvä softa sekin, vaikka vähän vielä takamatkalla onkin. Curan paras juttu on se, kuinka laajasti se on konfiguroitavissa, mutta samalla se on sitten myös sen huonoin puoli. Siellä on niin paljon säätöjä jotka vaikuttavat toisiinsa ja joskus ongelmakohtaa on vaikea täsmentää. Kannattaa jättää suurin osa Curan asetuksista kokonaan piiloon ja näyttää vain ne, joiden toiminnan täysin ymmärtää.
Onnittelut uudesta harrastuksesta!
Voitko linkata mimmosia föönejä tilasit? Tilasitko 24V verppeet vai käytätkö jännitteenalentimia?
Mä tilasin aikaisemmin näitä 24v tuulettimia toiveena hiljaisempi käyntiääni:
MF40202V2-1000U-A99 Axial-Lüfter 40x40x20mm 24V= 13,1m³/h 21dBA Sunon MB40202V2 | eBay.de
Nachfolger des KDE2404PKV2A und MB40202V2-A99 Abbildung ähnlich. Lager-Temperaturbereich -40. +70 °C. Elektronisch kommutierter Gleichstrommotor. Ausgestattet mit einem Vapolager und dem Magnetic Levitation System.www.ebay.de
Noi on ainakin melko hiljaisia (ja ilmeisimminkin aitoja), mutta ilmaa siirtyy silti kunnolla. Sellainen ärsyttävä sirinä jäi noilla pois. Noi on tosin 20mm paksuja eli ei sovi suoraan esim. Ender 3:n tulostuspäähän. Noi ei sitten tue PWM:ää.
Hyvin samankaltaisia 40mm tuulettimia, juuri nyt ei elfan sivut aukene mutta numerolla 30172341 löytyy elfan valikoimasta, hinta oli 9,73€/kpl.
Eli 24V tuulettimet otin tohon tulostuspäähän ja piirikortin puhaltimeks. Katsotaan onko ääni sen jälkeen riittävällä tasolla vai pitääkö vieläkin säätää jotain.
Pistä sitten kokemuksia tännekin, aika moni kyselee mistä enderiin kannattaa tuulettimia tilailla ja itsekin vois tulostuspään vaihtaa.Hyvin samankaltaisia 40mm tuulettimia, juuri nyt ei elfan sivut aukene mutta numerolla 30172341 löytyy elfan valikoimasta, hinta oli 9,73€/kpl.
Eli 24V tuulettimet otin tohon tulostuspäähän ja piirikortin puhaltimeks. Katsotaan onko ääni sen jälkeen riittävällä tasolla vai pitääkö vieläkin säätää jotain.
Nyt on tuulettimet vaihdettu ja asennettu paikoilleen.
Nuo 92mm ja 80mm tuulettimet mitkä valkkasin on oikein sopivat, pientä puhinaa pitävät silloin tällöin. Nythän nuo piirikortin ja virtalähteen tuulettimet eivät käy kuin jaksoittain, ilma vaihtuu riittämiin isompien ilmanottoaukkojenkin vuoksi.

Taas sitä vaan huomaa että hiljaisempi ei aina ole parempi. Nyt kuulee miten ikävää ääntä tuo tulosteen jäähdytyspuhallin pitää kierroksilla
Äänentaso kyllä hiljeni oleellisesti, tuohon enderin alkuperäiseen tulostuspään kilpeen saa kyllä ton 40x40x20 puhaltimen mahtumaan jos poistaa sisältä ne orkkistuulettimen kiinnityspaikat. Silloin se 20mm paksu tuuletin mahtuu sinne ihan nippanappa. Se kyllä ottaa just ja just tohon sulatuspään kiinnitysruuveihin kiinni ja seurauksena on runkoa pitkin johtua sirinä. Jospa se korjaantuis sillä et tulostaa uuden kilven/jäähdytysilman ohjaimen. Thingiversestä löyty tommonen, katotaan miten sopii.
Tuo tuuletin minkä linkkasin on selkeästi vähemmän suhisevaa mallia kuin alkuperäinen. Toki suhinan puuttuessa kuuluu erilaista ääntä, hiljaisempaa kuitenkin kuin alkuperäisen kokonaisuus. Tälläisenäänkin pidän parannuksena alkuperäiseen. Kerron sitten miten tuo uusi tuuletinkilpi ja jäähdytyskanavat vaikutti ääneen
Nuo 92mm ja 80mm tuulettimet mitkä valkkasin on oikein sopivat, pientä puhinaa pitävät silloin tällöin. Nythän nuo piirikortin ja virtalähteen tuulettimet eivät käy kuin jaksoittain, ilma vaihtuu riittämiin isompien ilmanottoaukkojenkin vuoksi.
Taas sitä vaan huomaa että hiljaisempi ei aina ole parempi. Nyt kuulee miten ikävää ääntä tuo tulosteen jäähdytyspuhallin pitää kierroksilla
Äänentaso kyllä hiljeni oleellisesti, tuohon enderin alkuperäiseen tulostuspään kilpeen saa kyllä ton 40x40x20 puhaltimen mahtumaan jos poistaa sisältä ne orkkistuulettimen kiinnityspaikat. Silloin se 20mm paksu tuuletin mahtuu sinne ihan nippanappa. Se kyllä ottaa just ja just tohon sulatuspään kiinnitysruuveihin kiinni ja seurauksena on runkoa pitkin johtua sirinä. Jospa se korjaantuis sillä et tulostaa uuden kilven/jäähdytysilman ohjaimen. Thingiversestä löyty tommonen, katotaan miten sopii.
Pistä sitten kokemuksia tännekin, aika moni kyselee mistä enderiin kannattaa tuulettimia tilailla ja itsekin vois tulostuspään vaihtaa.
Tuo tuuletin minkä linkkasin on selkeästi vähemmän suhisevaa mallia kuin alkuperäinen. Toki suhinan puuttuessa kuuluu erilaista ääntä, hiljaisempaa kuitenkin kuin alkuperäisen kokonaisuus. Tälläisenäänkin pidän parannuksena alkuperäiseen. Kerron sitten miten tuo uusi tuuletinkilpi ja jäähdytyskanavat vaikutti ääneen
Viimeksi muokattu:
Shikanjyo
#low&slow
- Liittynyt
- 30.10.2016
- Viestejä
- 2 805
Missä halvin PETG toimituksineen?
Clasulla 24€ 1kg - itselläni hakumatkan päässä.
Onko halvempaa missään?
Tuohon aikaisempaan tuuletin keskusteluun; Mulla on Ender 3 v2 ja siihen hommasin Noctualta sopivat 12v tuulettimet, ja tilasin muualla jännitteenalentimet, ne eivät ole vielä saapuneet niin en ole vielä asennellut.
Mulla tuo on kaapissa muutenkin, niin ei niin aivan älyttömästi haittaa tuo ääni.
Clasulla 24€ 1kg - itselläni hakumatkan päässä.
Onko halvempaa missään?
Tuohon aikaisempaan tuuletin keskusteluun; Mulla on Ender 3 v2 ja siihen hommasin Noctualta sopivat 12v tuulettimet, ja tilasin muualla jännitteenalentimet, ne eivät ole vielä saapuneet niin en ole vielä asennellut.
Mulla tuo on kaapissa muutenkin, niin ei niin aivan älyttömästi haittaa tuo ääni.
Nyt muuten kun sanoit tuon, rupesin kuunteleen erilailla ja huomasin että suurinta ääntä kuuluu retractionista ja travelista, ei tuulettimista. Mutta mulla on ihan alkuperäinen, niitä ensimmäisiä Ender 3:ia, joten merkittävin muutos olisi dynamic driversit. Varmaankin olisi järkevämpää päivittää koko kone v2 malliin eikä vain emolevyä, mutta samalla odottelee isompaa hyppäystä 3D tekniikassa.Tuo tuuletin minkä linkkasin on selkeästi vähemmän suhisevaa mallia kuin alkuperäinen. Toki suhinan puuttuessa kuuluu erilaista ääntä, hiljaisempaa kuitenkin kuin alkuperäisen kokonaisuus. Tälläisenäänkin pidän parannuksena alkuperäiseen. Kerron sitten miten tuo uusi tuuletinkilpi ja jäähdytyskanavat vaikutti ääneen
- Liittynyt
- 19.10.2016
- Viestejä
- 1 233
Missä halvin PETG toimituksineen?
Aliexpressistä Sunlun petg ja pla tullut itselle ovelle toimitettuna noin viikossa. 20-22€/rulla toimituksineen. Pitää siis vaan tilata kaupasta jolla varastoa esim Tsekeissä tai Saksassa.
Noniin, nyt on päivittelyt tehty (toistaiseksi).
Tuo aikasemmin linkkaamani tuuletinkilpi sopi paikoilleen kuin nenä päähän. Samassa projektissa oli mukana vielä tommoset napsautettavat kiinnikkeet tuulettimille, helppoa kuin heinänteko.

Nyt äänitaso on todellakin siedettävä. Ainoostaan noi tulostuspään tuulettimet hieman puhisee, mutta hiljasempi tuo on kuin keskimääränen läppäri. Itse ainakin olen varsin tyytyväinen äänentasoon.
Pistin tulostumaan Teaching Techin videollakin näytetyn jäähdytyksen kidutuskokeen. Näkeepähän sitten konkreettisesti mihin tuo pystyy.
*Edit* nyt on testattu tuota asetelmaa. Hyvin toimi, ainoastaan 80 asteen kulma näyttää heikohkolta. En oikeen saanut puhelinta tarkentamaan kunnolla mutta tosta näkee auttavasti miltä tuloste näytti suoraan pedistä irrottamisen jälkeen.

Sanoisin että varsin onnistunut muokkaus kokonaisuudessaan
Tuo aikasemmin linkkaamani tuuletinkilpi sopi paikoilleen kuin nenä päähän. Samassa projektissa oli mukana vielä tommoset napsautettavat kiinnikkeet tuulettimille, helppoa kuin heinänteko.
Nyt äänitaso on todellakin siedettävä. Ainoostaan noi tulostuspään tuulettimet hieman puhisee, mutta hiljasempi tuo on kuin keskimääränen läppäri. Itse ainakin olen varsin tyytyväinen äänentasoon.
Pistin tulostumaan Teaching Techin videollakin näytetyn jäähdytyksen kidutuskokeen. Näkeepähän sitten konkreettisesti mihin tuo pystyy.
*Edit* nyt on testattu tuota asetelmaa. Hyvin toimi, ainoastaan 80 asteen kulma näyttää heikohkolta. En oikeen saanut puhelinta tarkentamaan kunnolla mutta tosta näkee auttavasti miltä tuloste näytti suoraan pedistä irrottamisen jälkeen.
Sanoisin että varsin onnistunut muokkaus kokonaisuudessaan
Viimeksi muokattu:
- Liittynyt
- 18.10.2016
- Viestejä
- 1 442
Ajattelin hankkia cr10 kaveriksi jonkin pienemmän kun toi on aina varattuna tulostamassa jotain suurta ja samalla voin siirtää sen sivummalle.
Ender 3 olis harkinnassa, saako sitä tai jotain vastaavaa (mielellään vielä pienempää) suoraan direct drivella että voisi tulostaa tpu?
Enderiin varmaan löytyy ainakin jotain valmiita kittejä?
Ender 3 olis harkinnassa, saako sitä tai jotain vastaavaa (mielellään vielä pienempää) suoraan direct drivella että voisi tulostaa tpu?
Enderiin varmaan löytyy ainakin jotain valmiita kittejä?
Nytton eka tuloste XT-CF20 tehty, itsevarmasti vaan prusaslicerin vakio profiililla ja kun käytännöllistä osaa niin ulkonäöllä ei niin väliä. Hyvin meni, mutta viipaloin vahingossa sellaisella print settingseillä että ulkoiset reunat tehdään eka ja näköjään retraction ei ole riittävä tai sitä pitäisi muokata kun aina alkuun tuli liikaa filamenttia. Täytynee perus testit tulostella huomenissa, mutta tällä kertaa kyllä kuivaan matskun ennen kuin alan testailemaan. Meinaan viimeksi hakkasin prusamentin kanssa turhaan päätä seinään vaikka sekin oli vakuumipakattu ja ongelmat lähti kun kuivasin matskun.
PC-filamenttia en ole vielä testannut, kun ei näköjään tuo mun koppa pidä lämpöjä kuin 30 asteessa PETG:tä tulostaessa. Koppa siis ihan pleksiä ympäri ja tilan lämpötila on 16 astetta. Täytyy hakea 30 mm finnfoamia ja pistää lisäeristettä ja katsoa sitten. Purin myös yhden vihanneskuivurin ja tein siitä "aktiivisen" kuivaimen filamentin syöttölaatikkoon, mutta purin sen jo pois ja se saa jäädä odottelemaan releitä ja antureita että voi raspilla sitä ohjata. Muutenkin ajattelin tulevaisuutta varten nylonin kanssa sitä käyttää.
PC-filamenttia en ole vielä testannut, kun ei näköjään tuo mun koppa pidä lämpöjä kuin 30 asteessa PETG:tä tulostaessa. Koppa siis ihan pleksiä ympäri ja tilan lämpötila on 16 astetta. Täytyy hakea 30 mm finnfoamia ja pistää lisäeristettä ja katsoa sitten. Purin myös yhden vihanneskuivurin ja tein siitä "aktiivisen" kuivaimen filamentin syöttölaatikkoon, mutta purin sen jo pois ja se saa jäädä odottelemaan releitä ja antureita että voi raspilla sitä ohjata. Muutenkin ajattelin tulevaisuutta varten nylonin kanssa sitä käyttää.
Enderiä ei ole mun tietääkseni Euroopassa tai Kiinassa myytävänä valmiiksi suorasyötöksi käännettynä, jenkeissä on muutama modausfirma jotka noita myy. Euroopasta ja Kiinasta saa kyllä edullisesti (=muutama kymppi) muutossarjoja, joilla muutoksen voi tehdä itse. Kuitenkin ehkä kannattaisi katsella jotain Ender kloonia joka on tehty suoraan suorasyötölle, kuten Sovol SV01.Ajattelin hankkia cr10 kaveriksi jonkin pienemmän kun toi on aina varattuna tulostamassa jotain suurta ja samalla voin siirtää sen sivummalle.
Ender 3 olis harkinnassa, saako sitä tai jotain vastaavaa (mielellään vielä pienempää) suoraan direct drivella että voisi tulostaa tpu?
Enderiin varmaan löytyy ainakin jotain valmiita kittejä?

Sovol SV01 Titan Style Direct Drive 3D Printer 280 x 240 x 300mm
Sovol 3D Printer Direct Drive Feeder, 3D Printer Direct Drive Extruder, Geared Extruder 3D Printer. US/EU/Australia Warehouse local delivery. 1 YEAR WARRANTY AND 30 DAYS RETURN SERVICE!
 sovol3d.com
sovol3d.com
- Liittynyt
- 18.10.2016
- Viestejä
- 1 442
Toi näyttäis äkkiä just siltä mitä tarviin, kiitti 
E: paitsi että toi on melkein yhtä iso kun cr10, saisko sitä vaikka 150*150*200 alueella
E: paitsi että toi on melkein yhtä iso kun cr10, saisko sitä vaikka 150*150*200 alueella
Ton kokoset myydään lelulaarissaE: paitsi että toi on melkein yhtä iso kun cr10, saisko sitä vaikka 150*150*200 alueella
Ender 3 on 235x235x300* eli ei toi Sovol paljoa isompi sitä ole, mutta kyllä koneen tarvitsema pöytätila silti on huomattavasti CR10:ä pienempi.
*joo virallisesti se on 220x220x300, mutta todellisuudessa sillä pystyy tulostamaan koko pedin alueelle, joka on 235x235.
Shikanjyo
#low&slow
- Liittynyt
- 30.10.2016
- Viestejä
- 2 805
Missä päin asustat? Itsellä lähdössä tilaus Marwiolille varmaan tämän viikon aikana, pääset samaan tiluuseen jos tarve.
marwiol.pl
3D printing filaments at a great price. ABS, PLA, PVA, Nylon, TPU, PET, Silk from Polymaker, Devil Design, Smart Materials 3D, Marwiol, and othersmarwiol.pl
DevilDesing 18 e/kg valkoinen PETG siis. Sitä mennyt useampi kilo ja kun tiedän toimivan, niin sillä tilaamassa lisää.
Uudellamaalla mutta käyn vähän väliä Helsingissä. Pistä vaikka yv että miten tuo onnistuisi ja näin.
Shadowhunter
Tukijäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 621
Jos haluu päästä halvalla, mutta pitäis onnistua printtaamaan laadukasta ja kestävää tavaraa PLAsta, mikä laite kannattaisi valita?
Prusa mini+ vai joku Creality ender 3, pro, v2?
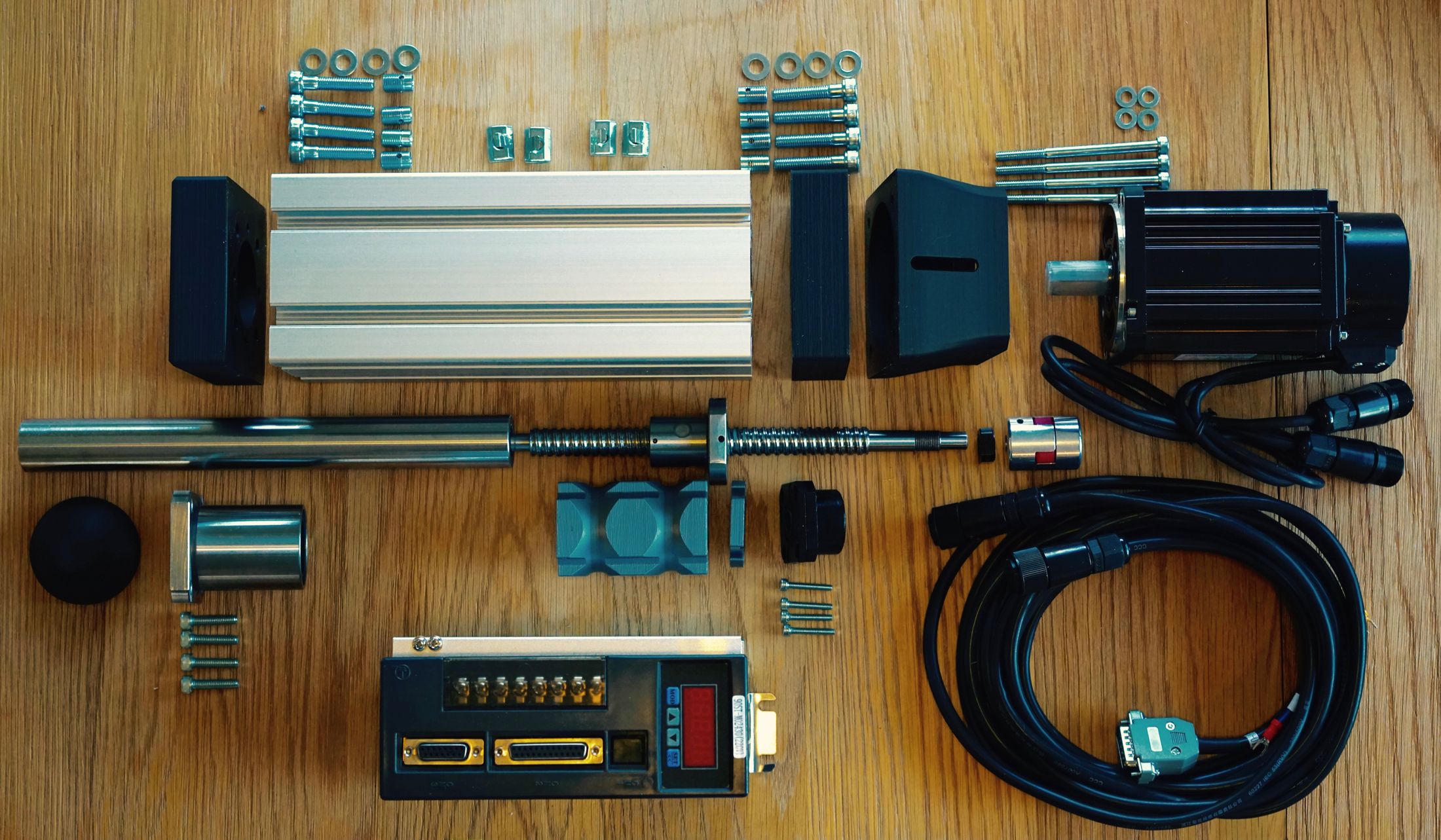
Tuo näyttää niin mielenkiintoiselta, että pakko kysyä mikäs tuosta syntyy. Kenties jyrsimen z-akseli vai jokin teleskoopin seuranta laite?
Nyt varotuksen sana sillä tämä tekniikka hajottaa helposti tulostimen jos suoralta lähtee tulostamaan. Kannattaa käyttää sitä kakkos tulostinta jos sellainen vain löytyy.
Ensiksi pedin jouset kannattaa vaihtaa löysempiin. Suutin tulee törmäilemään edellisiin kerroksiin lähes koko ajan. Alustana on hyvä käyttää lasia ja siihen päälle sininen teippi, jonka kummatkin päät lukitaan kiinni nipsuttimilla. Sitten hionta alustalle 180 karkealla paprulla, jotta pinta rikkoutuu ja päällä oleva vaha lähtee pois. Tuo ei vielä riitä vaan reilusti liima puikkoa teipin päälle hieroen joka paikkaan. Kannattaa peilata lampulla niin näkee, että liimaa on joka paikassa jonne tulostaa. Kappaleen pitää todella pysyä kiinni alustassa.
Itse käytin clasun pla:ta, mutta eiköhän melkein kaikki pla käy. Pedille 60`c ja suuttimelle 260-280`c eli selvästi suosituksia kuumemmalla. Fan speed tosi pienelle, itsellä 5%. Tosi kevyt hönkäys kappaleeseen.
Sitten ne tärkeimmät. Tri-hexagon tai vastaava, mahdollisimman sinnetänne tuki rakenne ja täyttö 90-95%. Mitä suuremmalla täytöllä tulostimen löysä antaa periksi sen parempi. Tästä myös johtuu tarve pedin antaa periksi, koska idea on tavallaan sulattaa ja hieroa kerrokset kiinni toisiinsa. Nopeus 10-30mm/s. Kannattaa myös hiukan löysätä z-akselin rullia/rakennetta esim. laittaa jousirikat tulostinpään kiinnityksiin, jolloin sieltä saa tarvittavaa vaimennusta. Lasi on hyvä alusta, koska se taipuu ja antaa periksi tulostaessa.
Kun kappale on valmis tulee seuraava vaihe. Poraa mahdolliset reijät sopivaan kokoon, tarvittaessa viilaa ympärysmitat sopiviksi. Koska tuloste on pla:ta antaa se mahdollisuuden tehdä siihen kestävä pinnoitus yksinkertaisella tavalla. Ota lasi purkki, jonne kappale mahtuu sisään ja sulata asetooniin abs muovia. Jollei löydy vanhoja abs tulosteita, leegot sulaa kivasti sinne. Tee nesteestä hiukan notkeampaa kuin juoksevasta hunajasta ja upota tulostettu kappale pariksi tunniksi purkkiin. Jos saat sinne purkkiin alipaineen aina parempi.
Sitten kappale lämpimään paikkaan kuivumaan niin pitkäksi aikaa, että se tuntuu kivikovalta. Hiukan poraa/viilaa sille niin tuossa on kappale joka kestää kovaakin rasitusta hajoamatta.
Esimerkkinä oma cnc jyrsimen moottorin kiinnityksen tein noin. Hyvin on kestänyt mulla ja työkaverilla kovaa ajoa jo vuoden päivät. Petg:stä tehty kappale hajosi lähes välittömästi.
Parit 3mm terätkin katkenneet, kun huolimattomasti laittanut palikoita alustaan kiinni ja terä törmännyt niihin. Vähänkin pitemmässä ajossa moottori kuumenee hyvinkin kuumaksi, mutta ei se ole vaikuttanut mitenkään itse tulosteen kestävyyteen. Tuo moottorin panta on vedetty todella tiukkaan puristukseen ja tippaakaan ole antanut periksi. Edes ruuvien alla olevat rikat ole painuneet sisään.
ps. Erityis kiitos iplolle, sun antamat arvot supportille toimii kuin junan vessa

Liitteet
- Liittynyt
- 18.10.2016
- Viestejä
- 371
Liikesimulaattorin aktuaattori, toisin sanoen 3kW DIY Motion Platform, tunnetaan myös nimellä SFX-100.Tuo näyttää niin mielenkiintoiselta, että pakko kysyä mikäs tuosta syntyy. Kenties jyrsimen z-akseli vai jokin teleskoopin seuranta laite?
Paikallinen keskustelu aiheesta:
DIY - Motion racing simrig SFX-100
Pitkän harkinnan ja haaveilun jälkeen olisi nyt tarkoitus rakentaa motion ajosimulaattori. Lähtökohtana on nykyinen systeemi joka näyttää tältä: Tähän olisi nyt sitten tarkoitus päivittää uusi penkki ja laittaa SFX-100 hilppeet kiinni. Täältä voi käydä ihmettelemässä lisää, mikä on SFX-100 /...
bbs.io-tech.fi
- Liittynyt
- 23.03.2017
- Viestejä
- 436
Olen vahvasti erimieltä tämän kanssa. Itse ainakin rakentanut niin että kaikki löysä ja väljä on pois että jälki on tarkka. Jotenkin todella järjenvastaista että tahallaan tehdään löysiä ja väljiä paikkoja tulostimeen.Tri-hexagon tai vastaava, mahdollisimman sinnetänne tuki rakenne ja täyttö 90-95%. Mitä suuremmalla täytöllä tulostimen löysä antaa periksi sen parempi. Tästä myös johtuu tarve pedin antaa periksi, koska idea on tavallaan sulattaa ja hieroa kerrokset kiinni toisiinsa. Nopeus 10-30mm/s. Kannattaa myös hiukan löysätä z-akselin rullia/rakennetta esim. laittaa jousirikat tulostinpään kiinnityksiin, jolloin sieltä saa tarvittavaa vaimennusta. Lasi on hyvä alusta, koska se taipuu ja antaa periksi tulostaessa.
Jaa empä huomannutkaan ettei tuota ollut heillä varastossa. Näköjään Formfuturan omassa shopissa tuota olisi 6 rullaa varastossa:
Kun oot saanu tehtyä, mua ainakin kiinnostaisi miltä tuo filamentti näyttää, olisikohan tuo ensimmäisiä eurooppalaisia valmistajia jotka tekee silk-PLA:ta, mutta mallitulosteita ei ole esillä.
Silk Gloss PLA
www.formfutura.com
Ymmärsin jostain 3DJaken ilmoituksesta, että toimituksen viivästyminen ei välttämättä johdu niinkään varastosaldoista, vaan siitä että toimituksia ei kiireen takia keretä tekemään.
3DJaken rullan kuvassa filamentin väri on vähän hailakan näköinen, mutta tuolla väri näyttää olevan ihan ok. Koitan muistaa laittaa kuvan valmiista tulosteesta.

Silk Gloss PLA - Brilliant Orange - 2.85mm - 0.75KG
FormFutura Silk Gloss PLA 3D printing filament has a very smooth and silky surface finish with a high level of light dispersion and reflection. Available to buy online in Canada.
 filaments.ca
filaments.ca
Löytyikö puuilo/biltema/k-rauta/tms suomi akselilta jotain hyvää puhdistusainetta Prusan pei levylle? PLA ei ota yhtään kiinni eikä tuo AT isopropanoli ainakaan tunnu auttavan.
Omaa PEI-levyäni (Trianglelab) hinkkasin teräsvillalla vähän enemmän mataksi ja ottaa nyt hyvin kiinni. Hinkkasin aika hienolla, olis voinu olla aika karkeaakin. Varmaan ihan Patapata tai vastaava pannujen hinkkaukseen soveltuva voisi toimia.
Nyt on perkele kokeiltu sitten ihan kaikkea, luulen että olen keksinyt (viimein) ongelman todellisen aiheuttajan, nyt vielä korjaavat toimenpiteet viimeisen päälle jiiriin.
Ongelma: infill viivat ei ottanut kontaktia toisiinsa, aiemmista viesteistäni kuvia jos haluaa en viitsi multipostaa kaikkia.
Aiheuttaja (lopullinen/viimeisin epäily): kerrokset tulostuu liian nopeasti, jolloin filamentti ei ehdi jäähtyä
Järkeily: curalla ongelma hyvinkin selvä. Prusaslicerillä ongelma vähäinen mutta havaittavissa (perus säädöt molemmissa, jatkuvien kikkailujen avulla ongelmaa ei edelleenkään eliminoitu, vähän silloin tällöin saattoi olla vaikutusta). Mikä lopulta kiinnitti huomioini oli että prusaslicerillä selvästi havaittavisss että ongelma ei toistunut jokaisella layerilla alhaalta ylös asti vaan loppui asteittain ylemmäs mentäessä

Ongelman vianmääritystä vaikeutti entisestään että kun tulostin 35mm kanttiinsa olevan kuution samoilla asetuksilla, ei minkäänlaista ongelmaa ollut havaittavissa. Kun tulostin tuon kuution yhdessä sen haettavan palan kanssa, silloinkin kuutio onnistui hyvin mutta siinä ympyröpalassani ongelma jatkui entisellään.
Nyt olen pikkuhiljaa säätänyt lämpöjä alas (245 - >240>, fan speediä ylös (0->80%) ja nopeutta alas (35--60 - >25mms) niin ollaan todella lähellä, ei vielä priimaa mutta niin lähellä että se jo kelpaisi jos olisi tullut aiemmin, myt kuitenkin jo vituttaa niin paljon että en tyydy vähempään kuin hyvä/paras
Yritin vaihtaa prusasliceriin curasta mutta jotenkin curaan olen jo niin juurtunut että se oli todella vastenmielistä. Luotto on kovs että saan curan asetukset hyväksi, pitää vain kokeilla.
P.s.
Luulen että tuulettimessa on jotain vikaa, alustavien havaintojen perusteella jos fan speed on liian alhainen alkaa kuulua sellanen "sirinä" mutta tuuletin makaa paikoillaan eikä liiku, se tässä nyt samalla varmuudeksi vaihtoon,
Ongelma: infill viivat ei ottanut kontaktia toisiinsa, aiemmista viesteistäni kuvia jos haluaa en viitsi multipostaa kaikkia.
Aiheuttaja (lopullinen/viimeisin epäily): kerrokset tulostuu liian nopeasti, jolloin filamentti ei ehdi jäähtyä
Järkeily: curalla ongelma hyvinkin selvä. Prusaslicerillä ongelma vähäinen mutta havaittavissa (perus säädöt molemmissa, jatkuvien kikkailujen avulla ongelmaa ei edelleenkään eliminoitu, vähän silloin tällöin saattoi olla vaikutusta). Mikä lopulta kiinnitti huomioini oli että prusaslicerillä selvästi havaittavisss että ongelma ei toistunut jokaisella layerilla alhaalta ylös asti vaan loppui asteittain ylemmäs mentäessä
Ongelman vianmääritystä vaikeutti entisestään että kun tulostin 35mm kanttiinsa olevan kuution samoilla asetuksilla, ei minkäänlaista ongelmaa ollut havaittavissa. Kun tulostin tuon kuution yhdessä sen haettavan palan kanssa, silloinkin kuutio onnistui hyvin mutta siinä ympyröpalassani ongelma jatkui entisellään.
Nyt olen pikkuhiljaa säätänyt lämpöjä alas (245 - >240>, fan speediä ylös (0->80%) ja nopeutta alas (35--60 - >25mms) niin ollaan todella lähellä, ei vielä priimaa mutta niin lähellä että se jo kelpaisi jos olisi tullut aiemmin, myt kuitenkin jo vituttaa niin paljon että en tyydy vähempään kuin hyvä/paras
Yritin vaihtaa prusasliceriin curasta mutta jotenkin curaan olen jo niin juurtunut että se oli todella vastenmielistä. Luotto on kovs että saan curan asetukset hyväksi, pitää vain kokeilla.
P.s.
Luulen että tuulettimessa on jotain vikaa, alustavien havaintojen perusteella jos fan speed on liian alhainen alkaa kuulua sellanen "sirinä" mutta tuuletin makaa paikoillaan eikä liiku, se tässä nyt samalla varmuudeksi vaihtoon,
- Liittynyt
- 18.10.2016
- Viestejä
- 738
Todennäköisesti tuulettimessa ei ole mitään vikaa vaan se ei yksinkertaisesti jaksa lähteä pyörimään pienellä pulssisuhteella. Marlinista löytyy parametri FAN_KICKSTART_TIME, jota nostamalla saattaa toimia:Nyt on perkele kokeiltu sitten ihan kaikkea, luulen että olen keksinyt (viimein) ongelman todellisen aiheuttajan, nyt vielä korjaavat toimenpiteet viimeisen päälle jiiriin.
Ongelma: infill viivat ei ottanut kontaktia toisiinsa, aiemmista viesteistäni kuvia jos haluaa en viitsi multipostaa kaikkia.
Aiheuttaja (lopullinen/viimeisin epäily): kerrokset tulostuu liian nopeasti, jolloin filamentti ei ehdi jäähtyä
Järkeily: curalla ongelma hyvinkin selvä. Prusaslicerillä ongelma vähäinen mutta havaittavissa (perus säädöt molemmissa, jatkuvien kikkailujen avulla ongelmaa ei edelleenkään eliminoitu, vähän silloin tällöin saattoi olla vaikutusta). Mikä lopulta kiinnitti huomioini oli että prusaslicerillä selvästi havaittavisss että ongelma ei toistunut jokaisella layerilla alhaalta ylös asti vaan loppui asteittain ylemmäs mentäessä
Ongelman vianmääritystä vaikeutti entisestään että kun tulostin 35mm kanttiinsa olevan kuution samoilla asetuksilla, ei minkäänlaista ongelmaa ollut havaittavissa. Kun tulostin tuon kuution yhdessä sen haettavan palan kanssa, silloinkin kuutio onnistui hyvin mutta siinä ympyröpalassani ongelma jatkui entisellään.
Nyt olen pikkuhiljaa säätänyt lämpöjä alas (245 - >240>, fan speediä ylös (0->80%) ja nopeutta alas (35--60 - >25mms) niin ollaan todella lähellä, ei vielä priimaa mutta niin lähellä että se jo kelpaisi jos olisi tullut aiemmin, myt kuitenkin jo vituttaa niin paljon että en tyydy vähempään kuin hyvä/paras
Yritin vaihtaa prusasliceriin curasta mutta jotenkin curaan olen jo niin juurtunut että se oli todella vastenmielistä. Luotto on kovs että saan curan asetukset hyväksi, pitää vain kokeilla.
P.s.
Luulen että tuulettimessa on jotain vikaa, alustavien havaintojen perusteella jos fan speed on liian alhainen alkaa kuulua sellanen "sirinä" mutta tuuletin makaa paikoillaan eikä liiku, se tässä nyt samalla varmuudeksi vaihtoon,
En osaa sanoa mistä johtuu, mutta liian suuri vauhti ei aiheuta tuommoista. Ongelmakohdat ovat aivan liian täsmällisiä ja tulostusjälki aivan liian hyvää. Sanoit aiemmin että kaverisi yritti tulostaa samaa gcodea, mimmosta jälkeä hänen tulostimellaan tuli? Oliko se siis sinun slicerilla tekemä gcode vai annoitko vain stl:n ja hän viipaloi sen itse omalla softallaan? Oletko kokeillut useammalla sd-kortilla? Olen nähnyt todisteita että heikkolaatuiset sd-kortit voivat aiheuttaa erittäin erikoisia ongelmia tulostusjälkeen ja kyllähän laatukorttikin voi rikki mennä. Joo aika kaukaa haettua, mutta jos juuri tuossa kohtaa datavirta kortilta koneelle ylittää kortin kapasiteetin. Oletko kokeillut vanhoilla Curan versioilla? Muistaakseni ainakin 3.6 oli erittäin hyvä versio. Koneella voi hyvin olla samaan aikaan asennettuna vaikka kuinka monta Curan versiota, ne vanhemmat pitää vain käsin käynnistää ja se voi olla vähän hakuammuntaa joskus riippuen miten olet ne koneelle asentanut.Ongelma: infill viivat ei ottanut kontaktia toisiinsa, aiemmista viesteistäni kuvia jos haluaa en viitsi multipostaa kaikkia.
Aiheuttaja (lopullinen/viimeisin epäily): kerrokset tulostuu liian nopeasti, jolloin filamentti ei ehdi jäähtyä
Tekisi mieli sanoa, että sä keskityt nyt aivan toissijaiseen asiaan, ketä se kiinnostaa miltä infilli näyttää, kunhan pintalaatu on riittävää. Mutta ymmärrän kyllä että olet jo liian syvällä kaninkolossa, eikä voi siirtyä uusiin ongelmiin ennenkuin vanhat on selvitetty
En ole infillin laatua juurikaan tarkkaillut, mutta oletan että olisin tommosen huomannut jos olisi ilmaantunut. Enkä muista että kukaan olisi facebookin ryhmissä, redditissä tai muilla foorumeilla tommosta ongelmaa esiintuonut.
Minkälainen tekniikka hajottaa tulostimen ? Ajo ilman retractia ?Nyt varotuksen sana sillä tämä tekniikka hajottaa helposti tulostimen jos suoralta lähtee tulostamaan. Kannattaa käyttää sitä kakkos tulostinta jos sellainen vain löytyy.
Ensiksi pedin jouset kannattaa vaihtaa löysempiin. Suutin tulee törmäilemään edellisiin kerroksiin lähes koko ajan.
En huomannut missään mainintaa retractista, varmaan riippuu sliceristakin mutta jos retractin jättää kokonaan pois niin silloin voi törmätä jo tulostettuihin jos ne ovat korkeammalla kuin suutin.
Joskus 100% täytöllä ja hiukan liian kovalla pursotuksella tuli päältä vähän pulleita tulostuksia.
Minulla on alustana 4mm lasi, se ei jousta mihinkään ennen kuin muu tulostimen rakenne joustaa (koska 8mm pyörötangot).Mitä suuremmalla täytöllä tulostimen löysä antaa periksi sen parempi. Tästä myös johtuu tarve pedin antaa periksi, koska idea on tavallaan sulattaa ja hieroa kerrokset kiinni toisiinsa. Lasi on hyvä alusta, koska se taipuu ja antaa periksi tulostaessa.
Ja toisaalta, jos on tarkoitus puristaa/survoa kerrokset kiinni toisiinsa niin silloinkin itse laite ei saisi joustaa senkään vertaa niin puristus paranee...
Jos pursottaa liikaa niin silloin kerrokset ovat paksumpia kuin on laskettu ja varmasti suutin tärmää helposti.
Kaikki liiat välykset yleensä näkyvät huonompana laatuna lopputuloksessa.
Hyvä että on kestänyt. Itse en kyllä laittaisi karaa kiinni muovilla, varsinkaan tulostetulla.Esimerkkinä oma cnc jyrsimen moottorin kiinnityksen tein noin. Hyvin on kestänyt mulla ja työkaverilla kovaa ajoa jo vuoden päivät. Petg:stä tehty kappale hajosi lähes välittömästi.
Parit 3mm terätkin katkenneet, kun huolimattomasti laittanut palikoita alustaan kiinni ja terä törmännyt niihin. Vähänkin pitemmässä ajossa moottori kuumenee hyvinkin kuumaksi, mutta ei se ole vaikuttanut mitenkään itse tulosteen kestävyyteen. Tuo moottorin panta on vedetty todella tiukkaan puristukseen ja tippaakaan ole antanut periksi. Edes ruuvien alla olevat rikat ole painuneet sisään.
Varsinkin jyrsimen pitäisi olla mahdollisimman jäykkä (siis ei mielellään edes pyörötankoja kiskoina) koska kaikki jousto näkyy pinnan laadussa ja pienillä terillä vaikuttaa huomattavasti terien kestävyyteen.
Mitä enemmän joustaa sitä enemmän terä hakkaa sivusuunnassa. Kovilla materiaaleilla (myös kovat puut, esim. koivu, tammi, vastaavat) pienet terät saa helposti poikki.
Käytän paljon 2mm, 1mm ja 0.5mm teriä, jousto tappaa.
Omassa jyrsimessä ainoa tulostettu osa on energiansiirtoketju.
- Liittynyt
- 23.03.2017
- Viestejä
- 436
Hyvä jos olet saanut tuolla tavalla toimivan prosessin mutta minä en näe mitään järkeä tuossa väljistelyssä. Onko sulla siis suutin aina kiini edellisessä pinnassa ja suuttimesta tuleva muovi painaa väkisin ulos ja väljät antaa vähän periksi että rako syntyy?Kyllä, mutta onko sinulla kokemusta tuollaisesta tavaran tursotuksesta ja "silittämisestä" pitkin poikin?
Tuossa ohjeessa kun mikään ei ollut normaalia, joten ei kannata suoraan sanoa että olet erimieltä. Toki, jos olet vastaavaa koittanut niin silloin on syytä arvostella. Itse en kuitenkaan lähtisi suorilta lyttäämään vaikka päättömältä kuulostaakin. Maailman eri asiat kun on syntynyt niin, että joku tekee asiat toisin.
3D-tuloste kun on aina hauraampi kuin "valettu" ja se johtuu jatkuvista saumoista kerrosten välillä. Jos joku saa jollain tempulla kerrosten "saumoja" parannettua, niin miksi ei voisi tulla kestävämpi.
- Liittynyt
- 18.10.2016
- Viestejä
- 2 072
Luulis, että tulostettu kappale ei ole yhtään oikeissa mitoissa ainakaan noilla ohjeilla...Tuo näyttää niin mielenkiintoiselta, että pakko kysyä mikäs tuosta syntyy. Kenties jyrsimen z-akseli vai jokin teleskoopin seuranta laite?
Nyt varotuksen sana sillä tämä tekniikka hajottaa helposti tulostimen jos suoralta lähtee tulostamaan. Kannattaa käyttää sitä kakkos tulostinta jos sellainen vain löytyy.
Ensiksi pedin jouset kannattaa vaihtaa löysempiin. Suutin tulee törmäilemään edellisiin kerroksiin lähes koko ajan. Alustana on hyvä käyttää lasia ja siihen päälle sininen teippi, jonka kummatkin päät lukitaan kiinni nipsuttimilla. Sitten hionta alustalle 180 karkealla paprulla, jotta pinta rikkoutuu ja päällä oleva vaha lähtee pois. Tuo ei vielä riitä vaan reilusti liima puikkoa teipin päälle hieroen joka paikkaan. Kannattaa peilata lampulla niin näkee, että liimaa on joka paikassa jonne tulostaa. Kappaleen pitää todella pysyä kiinni alustassa.
Itse käytin clasun pla:ta, mutta eiköhän melkein kaikki pla käy. Pedille 60`c ja suuttimelle 260-280`c eli selvästi suosituksia kuumemmalla. Fan speed tosi pienelle, itsellä 5%. Tosi kevyt hönkäys kappaleeseen.
Sitten ne tärkeimmät. Tri-hexagon tai vastaava, mahdollisimman sinnetänne tuki rakenne ja täyttö 90-95%. Mitä suuremmalla täytöllä tulostimen löysä antaa periksi sen parempi. Tästä myös johtuu tarve pedin antaa periksi, koska idea on tavallaan sulattaa ja hieroa kerrokset kiinni toisiinsa. Nopeus 10-30mm/s. Kannattaa myös hiukan löysätä z-akselin rullia/rakennetta esim. laittaa jousirikat tulostinpään kiinnityksiin, jolloin sieltä saa tarvittavaa vaimennusta. Lasi on hyvä alusta, koska se taipuu ja antaa periksi tulostaessa.
Kun kappale on valmis tulee seuraava vaihe. Poraa mahdolliset reijät sopivaan kokoon, tarvittaessa viilaa ympärysmitat sopiviksi. Koska tuloste on pla:ta antaa se mahdollisuuden tehdä siihen kestävä pinnoitus yksinkertaisella tavalla. Ota lasi purkki, jonne kappale mahtuu sisään ja sulata asetooniin abs muovia. Jollei löydy vanhoja abs tulosteita, leegot sulaa kivasti sinne. Tee nesteestä hiukan notkeampaa kuin juoksevasta hunajasta ja upota tulostettu kappale pariksi tunniksi purkkiin. Jos saat sinne purkkiin alipaineen aina parempi.
Sitten kappale lämpimään paikkaan kuivumaan niin pitkäksi aikaa, että se tuntuu kivikovalta. Hiukan poraa/viilaa sille niin tuossa on kappale joka kestää kovaakin rasitusta hajoamatta.
Esimerkkinä oma cnc jyrsimen moottorin kiinnityksen tein noin. Hyvin on kestänyt mulla ja työkaverilla kovaa ajoa jo vuoden päivät. Petg:stä tehty kappale hajosi lähes välittömästi.
Parit 3mm terätkin katkenneet, kun huolimattomasti laittanut palikoita alustaan kiinni ja terä törmännyt niihin. Vähänkin pitemmässä ajossa moottori kuumenee hyvinkin kuumaksi, mutta ei se ole vaikuttanut mitenkään itse tulosteen kestävyyteen. Tuo moottorin panta on vedetty todella tiukkaan puristukseen ja tippaakaan ole antanut periksi. Edes ruuvien alla olevat rikat ole painuneet sisään.

ps. Erityis kiitos iplolle, sun antamat arvot supportille toimii kuin junan vessa
Todennäköisesti tuulettimessa ei ole mitään vikaa vaan se ei yksinkertaisesti jaksa lähteä pyörimään pienellä pulssisuhteella. Marlinista löytyy parametri FAN_KICKSTART_TIME, jota nostamalla saattaa toimia:
Joo pikaisen vianselvityksen jälkeen huomasin että alle 20% tehoilla ei pyöri tuuletin ollenkaan, luulen että tuo saa riittää ei jaksa alkaa säätelemään mitään muuta
En osaa sanoa mistä johtuu, mutta liian suuri vauhti ei aiheuta tuommoista. Ongelmakohdat ovat aivan liian täsmällisiä ja tulostusjälki aivan liian hyvää. Sanoit aiemmin että kaverisi yritti tulostaa samaa gcodea, mimmosta jälkeä hänen tulostimellaan tuli? Oliko se siis sinun slicerilla tekemä gcode vai annoitko vain stl:n ja hän viipaloi sen itse omalla softallaan? Oletko kokeillut useammalla sd-kortilla? Olen nähnyt todisteita että heikkolaatuiset sd-kortit voivat aiheuttaa erittäin erikoisia ongelmia tulostusjälkeen ja kyllähän laatukorttikin voi rikki mennä. Joo aika kaukaa haettua, mutta jos juuri tuossa kohtaa datavirta kortilta koneelle ylittää kortin kapasiteetin. Oletko kokeillut vanhoilla Curan versioilla? Muistaakseni ainakin 3.6 oli erittäin hyvä versio. Koneella voi hyvin olla samaan aikaan asennettuna vaikka kuinka monta Curan versiota, ne vanhemmat pitää vain käsin käynnistää ja se voi olla vähän hakuammuntaa joskus riippuen miten olet ne koneelle asentanut.
Tekisi mieli sanoa, että sä keskityt nyt aivan toissijaiseen asiaan, ketä se kiinnostaa miltä infilli näyttää, kunhan pintalaatu on riittävää. Mutta ymmärrän kyllä että olet jo liian syvällä kaninkolossa, eikä voi siirtyä uusiin ongelmiin ennenkuin vanhat on selvitetty
En ole infillin laatua juurikaan tarkkaillut, mutta oletan että olisin tommosen huomannut jos olisi ilmaantunut. Enkä muista että kukaan olisi facebookin ryhmissä, redditissä tai muilla foorumeilla tommosta ongelmaa esiintuonut.
Olen siis tehnyt tuon palan Kvlin antamalla gcodella, annoin stl:n hänelle ja sieltä sitten mysteerislicerillä tehty gcode mun koneella pihalle. (Huono tuloste).
Olen myös antanut stl kaverille joka sen sitten omilla prusaslicer asetuksillaan tulosti sen omalla prusallaan. (Hyvä tuloste)
Sitten olen prusaslicerillä tehnyt tuon palan ja tulostellut tolla omalla koneella, josta tuloksena yleisesti paljon huonompi tuloste (paskat säädöt) mutta tuo samanlainen ongelma oli huomattavasti pienempi.
SD-kortteja en ole vaihdellut, ja voisi hyvinkin olla tarpeellista vaihtaa sitä, kerran tuo meinaan jo tilttasi ja sen joutui formatoimaan
Eihän tuo infill muuten kiinnostaisi tipan tippaa, mutta tämän palan käyttötarkoitus on pitää tietokoneen näyttöjä kiinni niin pelaan mieluummin varman päälle. Nyt on näytöt kiinni PLA palikoilla ja mielenrauhan takaamiseksi tulostelen samat osat vielä PETG:llä, mutta jos infillissä on sekundaa niin ei se mielenrauhaa lisää
Omasta kokemuksestani, kappaleen vahvuuteen vaikuttaa enemmän ulkoseinien määrä kuin infillin tiheys. Infillillä on myös tärkeä tehtävä tarjota tukea yläpinnoille, samalla tavalla kuin supportit siltauksien alle. Infill toki myös auttaa tietynmallisissa kappaleissa kestämään vääntövoimia. Nyt kun ajatellaan kappaleen käyttötarkoitusta, on paljon infilliä tärkeämpi pohtia mistä materiaalista kappaleen tekee.Eihän tuo infill muuten kiinnostaisi tipan tippaa, mutta tämän palan käyttötarkoitus on pitää tietokoneen näyttöjä kiinni niin pelaan mieluummin varman päälle. Nyt on näytöt kiinni PLA palikoilla ja mielenrauhan takaamiseksi tulostelen samat osat vielä PETG:llä, mutta jos infillissä on sekundaa niin ei se mielenrauhaa lisää
Tuossa aiemmin tällä sivulla @Shadowhunter mainitsi tehneensä PLA:sta osia cnc -sorviin, itse pysyisin cnc-laitteen runko-osissa ihan vain metallissa. On eri asia pystyykö jotakin tekemään kuin että onko se järkevää tehdä. Jos mä tekisin monitoreille kiinnityspalikoita, ehdottomasti tekisin ne metallista! Monitoreiden kiinnityspalikoiksi kelpaa mainosti helposti työstettävä alumiini ja aivan muutaman kympin kotityökaluilla saat aikaiseksi kappaleen joka on takuulla paljon kestävämpi kuin mikään koti-3D tulostimella tehty kappale. Jos nyt aivan pakko olisi palikka tulostella, käyttäisin joko hiilikuituvahvisteita filamenttia tai nylonia. Materiaalivalinta on tässä kohtaa tärkein vahvuuteen vaikuttava päätös, sen jälkeen tulee seinävahvuus ja vasta sen jälkeen infillin muoto (ja sen mahdolliset virheet). Riippuu paljon mihin suuntaan vahvuutta tarvitaan, hunajakenno tai gyroid on varmaankin vahvin jos tarve on "joka suuntaan".
- Liittynyt
- 19.10.2016
- Viestejä
- 1 233
Omasta kokemuksestani, kappaleen vahvuuteen vaikuttaa enemmän ulkoseinien määrä kuin infillin tiheys.
Tämä +1
Jos itse olet vielä kappaleen suunnitellut niin suosittelen että lisäät sen sisään paksuja vahvikkeita tai tylysti vedät 100% infillillä täyteen muovia.
- Liittynyt
- 23.03.2017
- Viestejä
- 436
Eriävän mielipiteen esittäminen tai epäileminen ei kai ole pystyyn haukkumista. Ja jos tarkoitus oli tehdä kestäviä tulosteita niin jotain aiheesta tiedän minäkin kun suurin osa omista tulosteita on erilaisia toiminnallisia osia. Esim crossipyörään teline etuvalolle jonka täytyy melko rynkytystä kestää.Ei mulla moista systeemiä ole. Kunhan kommentoin, että ei auta haukkua heti pystyyn jos joku tekee jonkin asian toisin kuin itse. Ikä on vain opettanut, että tekemällä asioita eri tavalla kuin muut syntyy uutta.
Obi-Lan
¯\_(ツ)_/¯
- Liittynyt
- 17.10.2016
- Viestejä
- 2 411
Omaa PEI-levyäni (Trianglelab) hinkkasin teräsvillalla vähän enemmän mataksi ja ottaa nyt hyvin kiinni. Hinkkasin aika hienolla, olis voinu olla aika karkeaakin. Varmaan ihan Patapata tai vastaava pannujen hinkkaukseen soveltuva voisi toimia.
Pesin tiskiaineella ja hinkkasin patapata tyylisellä grillinhinkkaus harjalla. Nyt näyttäisi pysyvän. Samalla tuli todettua, että Z oli ehkä hitusen korkealla ja piti sitä pudottaa.
Onkohan tämä ns. pysyvä versio (vanha) TurboCadista? Turbo Cad V 2018/19 Pro Platinum: Amazon.de: Software
Onkohan tämä ns. pysyvä versio (vanha) TurboCadista? Turbo Cad V 2018/19 Pro Platinum: Amazon.de: Software
Katsoin noita kanssa. Myös ebay.de löytyy noita. Mulle jäi vähän pelkoa, että noi on jotain erikoisversioita Saksan markkinoille ja kielenä on vaan saksa. Kyllä tuon kuitenkin pitäisi olla pysyvä versio, ei niillä muuta taida ollakaan.
Obi-Lan
¯\_(ツ)_/¯
- Liittynyt
- 17.10.2016
- Viestejä
- 2 411
Katsoin noita kanssa. Myös ebay.de löytyy noita. Mulle jäi vähän pelkoa, että noi on jotain erikoisversioita Saksan markkinoille ja kielenä on vaan saksa. Kyllä tuon kuitenkin pitäisi olla pysyvä versio, ei niillä muuta taida ollakaan.
Noista paremmista versioista näyttää olevan sekä että versiot, pro maksaa TurboCadin sivuilla 999$ pysyvä versio vs 399$ vuositilaus. Kokeilin tuota Deluxe trialia, mutta siinä näyttää olevan 3D puoli rajoittunutta ja en ihan hiffannut miten tuolla esim. kiinnitellään scetchejä kappaleen pintaan.
Shadowhunter
Tukijäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 621
Minkälainen tekniikka hajottaa tulostimen ? Ajo ilman retractia ?
En huomannut missään mainintaa retractista, varmaan riippuu sliceristakin mutta jos retractin jättää kokonaan pois niin silloin voi törmätä jo tulostettuihin jos ne ovat korkeammalla kuin suutin.
Joskus 100% täytöllä ja hiukan liian kovalla pursotuksella tuli päältä vähän pulleita tulostuksia.
Minulla on alustana 4mm lasi, se ei jousta mihinkään ennen kuin muu tulostimen rakenne joustaa (koska 8mm pyörötangot).
Ja toisaalta, jos on tarkoitus puristaa/survoa kerrokset kiinni toisiinsa niin silloinkin itse laite ei saisi joustaa senkään vertaa niin puristus paranee...
Jos pursottaa liikaa niin silloin kerrokset ovat paksumpia kuin on laskettu ja varmasti suutin tärmää helposti.
Kaikki liiat välykset yleensä näkyvät huonompana laatuna lopputuloksessa.
Tekniikka on juuri se, että ajetaan liian suurella täytöllä ja ylipursutetaan kappale sisältä täyteen. Tuloste ei suoraan käy kohteeseen vaan sitä on luonnollisesti muokattava suunniteltuihin mittoihin takas.
Tuo ylimääräinen muovi tuntuu kertyvän kappaleen reikiin helpoiten. Painotan vielä, että tämä on oma tapani, eikä se ole välttämättä todellakaan paras mahdollinen. Siinä on suuri mahdollisuus, että sen suuttimen törmäily alempaan kerrokseen hajottaa jonkin paikan tulostimesta jos sitä löysää ei löydy. Ideaalinen tilannehan olisi se, että tulostin olisi niin kestävää tekoa, että löysää ei tarvitsisi. Oma kakkos tulostin ei ikävä kyllä ole sellainen, joten sen takia jokin paikka on laitettava antamaan periksi suosiolla, muuten hajoaa väärä kohta. Paras paikka siihen on mielestäni peti, koska tarvittava jousto on helpoin järjästää siihen.
Tämä alempiin kerroksiin törmäily tehdään aivan tahalleen kappaleeseen yli täytöllä. Tuon takia suutin lämmitetään liian kuumaksi jolloin se osuessaan alempaan kerrokseen sulaan törmätty kohta ja uusi pursotettu muovi sekoittuun alempaan kerrokseen mielestäni paremmin, kuin tulostettaessa jäähtyneen muovin päälle normaalilla tavalla. Tämä on vähän hankala selittää, mutta tilannetta voisi kuvailla niin, että pakotetaan muovi ottamaan kiinni alempaan kerrokseen suuremmalta pinta-alalta kuin normaalissa tulostuksessa. Luodaan kappaleen sisälle suurempi kiinnitarttuneiden seinämien rakenne ja sitä kautta saadaan suurempi kestävyys kappaleeseen.
Kuulostaa se kyllä oudolta, että tulostimella on mahdollista tehdä niin kestäviä palikoita pla:sta, jotta ne toimivat pikku jyrsimissä. Ei se ihan esimmäisellä yrityksellä onnistunutkaan vaan vaati normi toiminta tapojen rikkomista tulostuksen saralla. Olin itsekin todella skeptinen alussa kun alettiin työkaverin kanssa suunnittelemaan tehokkaamman moottorin päivittämistä jyrsimiin. Esimmäinen peg-t tehty moottori tuki hajosi melkein heti ja pla myös. Sen jälkeen tuli luonnollisesti suunnitelmiin alumiinista tehdä tarvittava palikka. Projetki jäi sen jälkeen tauolle ja tulostaessani tarvittavaa ratasta toiseen projektiin kusi g-koodi urakalla ja rattaasta ehti tulostua vain noin 4-5mm paksu ennen irtoamista alustasta suuttimen törmäilyn takia. Sattumoisin tarvitsin sopivaa liimaa terhi veneen reijän paikkaamiseen niin olikin pienoinen yllätys havaita tuon abs rattaan olevan niin kestävä, ettei sitä saannukkaan hajalle sormi voimin. Siitä tuli idea kokeilla uudelleen jyrsimen moottori kiinnitystä niin, että tehdään melkein kaikki päin helvettiä. Tuloksena syntyi vahvin kappale jonka olen tulostanut.Hyvä että on kestänyt. Itse en kyllä laittaisi karaa kiinni muovilla, varsinkaan tulostetulla.
Varsinkin jyrsimen pitäisi olla mahdollisimman jäykkä (siis ei mielellään edes pyörötankoja kiskoina) koska kaikki jousto näkyy pinnan laadussa ja pienillä terillä vaikuttaa huomattavasti terien kestävyyteen.
Mitä enemmän joustaa sitä enemmän terä hakkaa sivusuunnassa. Kovilla materiaaleilla (myös kovat puut, esim. koivu, tammi, vastaavat) pienet terät saa helposti poikki.
Käytän paljon 2mm, 1mm ja 0.5mm teriä, jousto tappaa.
Omassa jyrsimessä ainoa tulostettu osa on energiansiirtoketju.
Näin itsekin toimin tuolla toisella tulostimella. Kaikki löysä pois ja tarkasti kerrokset toistensa päälle. Tämä toinen tapa ei tuota tarkkaa jälkeä vaan tarvittava tarkkuus saavutetaan jälki käsittelyllä.Olen vahvasti erimieltä tämän kanssa. Itse ainakin rakentanut niin että kaikki löysä ja väljä on pois että jälki on tarkka. Jotenkin todella järjenvastaista että tahallaan tehdään löysiä ja väljiä paikkoja tulostimeen.
Täältä varmaankin löytynee joku Espoo/Helsinki/Vantaa alueelta joka pystyisi tulostamaan Logitechin G29 rattivaihteille tarkoitettuun magneettimodiin tarvittavan kiinnityskehyksen?

 www.thingiverse.com
www.thingiverse.com
Magnetic Paddles MOD for Logitech G29 by TuringComplete
The modification allows to add 4x 8x3mm magnets to the sequential gearbox of the steering wheel of the Logitech G29.The change may also be compatible for G25 G27 G920 (I only own the G29).It allows you to change gears more precisely and clearly, for a more immersive experience.For fixing just...
www.thingiverse.com
- Liittynyt
- 24.10.2016
- Viestejä
- 2 433
moikka, mulla ois pääsy Prentan Duo tulostimelle, mutta ainut slicer-softa mikä siihen näyttäs olevan, on maksullinen Simplify3d (150€) lisenssi  , kaverilla se toki on mutta ois hitusen helpompaa jos se mitä käyn tulosteleen ois valmiina omalla koneella.
, kaverilla se toki on mutta ois hitusen helpompaa jos se mitä käyn tulosteleen ois valmiina omalla koneella.
Olisi kiva kotikoneella testata printit etukäteen, kauanko kestää, miten lankaa menee jne. mutta en mä nyt siitä ala puoltatoistasataa maksamaan. Eikö tosiaan muilla softilla saa tehtyä "valmista" tiedostoa?
, kaverilla se toki on mutta ois hitusen helpompaa jos se mitä käyn tulosteleen ois valmiina omalla koneella.Olisi kiva kotikoneella testata printit etukäteen, kauanko kestää, miten lankaa menee jne. mutta en mä nyt siitä ala puoltatoistasataa maksamaan. Eikö tosiaan muilla softilla saa tehtyä "valmista" tiedostoa?
- Liittynyt
- 04.02.2017
- Viestejä
- 305
Eiköhän siihenkin käy myös noi ilmaiset slicerit, kuten Cura, PrusaSlicer ym. Kaikki nuo kuitenki suoltavat ulos gcode tiedostoja, joilta tulostus tapahtuu.moikka, mulla ois pääsy Prentan Duo tulostimelle, mutta ainut slicer-softa mikä siihen näyttäs olevan, on maksullinen Simplify3d (150€) lisenssi
Olisi kiva kotikoneella testata printit etukäteen, kauanko kestää, miten lankaa menee jne. mutta en mä nyt siitä ala puoltatoistasataa maksamaan. Eikö tosiaan muilla softilla saa tehtyä "valmista" tiedostoa?
Uutiset
-
Renderöintivuodoissa Samsungin tulevat Galaxy Glasses -älylasit
30.4.2026 22:16
-
Motorola julkaisi lisää moto g -puhelimia – moto g87:ssä 200 megapikselin pääkamera
30.4.2026 19:07
-
Windows Central sai tietoja Microsoftin Windows K2 -projektista
30.4.2026 11:13
-
Motorola julkaisi uuden edge 70 pron neljänä PANTONE-versiona eri materiaalein
30.4.2026 01:34
-
Motorola julkaisi razr 70 -malliston – ultra-mallissa LOFIC-pääkamera
30.4.2026 00:42
Uusimmat viestit
-

-

-

-
PC, PlayStation, XBOX & Nintendo - yhteinen väittelyketju
- Viimeisin: PÌÎUW®[ªøËrhl¾ÇÌ°1¿¼