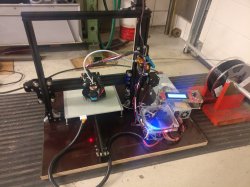
Tuossa aikasemmin keväällä sain käsiini Kickstartterista Prometheus Systemin (
Prometheus System) eli kaksväritulostukseen haaroitin, hotendin ja kaksi extruderia. Sen kanssa on tullut tuuskattua aikalailla ja alkaa tulosteet olla jo ihan ok näkösiä.
Repetier-host ja Curaengine:
Dropbox - 2017-04-13 17.42.06.jpg
Dropbox - 2017-04-13 17.42.39.jpg
Aluksi tämä kombo oli ainoa toimiva softa tähän setuppiin. Curaengine tuntuu jotenkin hätäiseltä liikkujen suhteen, kuvassa näkyykin että tulos on jossain määrin epätasaista. Johtunee myös osittain tuosta Esunin valkoisesta ABS-muovista, se on liian ohutta (~1.6mm) kauttaaltaan jostain syystä enkä hoksannut tuota kompensoida.
Varmaan jos tunailis asetuksia niin saisi laadunkin kohilleen, mutta en oikein pidä tuosta Curaenginen workflowsta ja siitä että se tekee materiaalin vaihtoa vaikka layerilla ei ole kuin yhtä väriä -> materiaalia menee turhaan hukkaan.
Kisslicer:
Dropbox - 2017-05-04 20.47.58.jpg
Dropbox - 2017-05-04 20.48.25.jpg
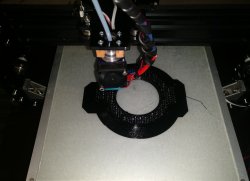
Kisslicerin sain kikkailtua toimimaan, siinä kun toimii nuo custom g-koodit sen verta loogisesti että saa kaikki retractit yms. pelittämään. Laadullisesti Kisslicer tekee parasta tulosta, harmi vain että se ei ihan kaikkia malleja syö mukisematta, esmes 3DBenchyä en saanut avattua niin että se olisi sen printannut oikein. Muutamia dual color malleja printannut, mm. näitä ruusuja pari:
Super Rose multicolor by spegelius. Systeemin toimivuus on hyvällä tolalla kun ~10h printti meni pari kertaa läpi ongelmitta.
Simplify3D:
Dropbox - 2017-07-20 15.53.12.jpg
Dropbox - 2017-07-20 15.53.39.jpg
S3D:ta varten piti kirjoitella pyyttonia jälkikäsittelyä varten että sai homman pelittämään, tuli samalla korjattua yksi S3D:n bugi liittyen wipe-toimintoon .
GitHub - spegelius/filaswitch: Filament switch post processor for 3D printing. S3D ei minusta ole laadullisesti paras sliceri, mutta kyllä sillä ihan toimivaa tulosta saa aikaiseksi. Buginen myös. Itse käytän extrusion multiplier 1.0 vaikka vakiona S3D laittaa sen 0.9. Varmaan saisi laatua paremmaksi jos pudottaisi alemmas, mutta mekaanisten osien kanssa tulenee pientä heittoa mitoissa? Ja jotenkin tuntuu että 1.0 pitäisi olla lähtökohta josta tunataan ylös tai alas materiaalin mukaan...
Slic3r ei ikävä kyllä taivu, custom g-koodi ei riitä. Prusan uutta multi-material versiota en ole kokeillut vielä dial color juttuihin, mutta sekin konsepti perustuu erilliseen jälkikäsittelysoftaan, joten kirjottelen varmaan sille tuen tuohon omaan skriptiin jossain vaiheessa.
Seuraavaksi olisi tarkoitus viritellä 4 extruderia toimimaan, tuollainen
http://www.marlinkimbra.it/?p=280 releboardi on ja 4-jakoinen haaroitin sekä extruderit. Saas nähä miten onnistuu Marlinin tunkkaaminen, pikaisesti kattelin tool change-koodia ja jos en ihan väärin hahmotellut niin ohjailen vain oikeat datalinjat päälle ja pois toolista riippuen. Olisi myös 16-rele versio, mutta saa olla jo melkonen fakiiri että virittelee kaikki extruderit tuohon nykyseen tulostimeen kiinni
")
.

 Noh live and learn.
Noh live and learn.
 Kasausohjeet oli paremmat kuin joskus, mutta silti epäselvyyksien vuoksi osia joutui vekslaamaan. Ja ne alumiiniprofiiliin upotettavat T-mutterit oli syvältä kun mahtuivat pyörimään lähes vapaasti.
Kasausohjeet oli paremmat kuin joskus, mutta silti epäselvyyksien vuoksi osia joutui vekslaamaan. Ja ne alumiiniprofiiliin upotettavat T-mutterit oli syvältä kun mahtuivat pyörimään lähes vapaasti.




")



 . Pitäisi tilata sopivat laakerit ja tehdä teline tuohon samaan levyyn, jossa tulostinkin on. Kätevää jos joutuu siirtelemään sitä.
. Pitäisi tilata sopivat laakerit ja tehdä teline tuohon samaan levyyn, jossa tulostinkin on. Kätevää jos joutuu siirtelemään sitä.







 . Releet toimii ~loogisesti kun rintterille antaa käskyjä T0, T1, T2 ja T3. Eli teoriassa homman pitäisi pelittää.
. Releet toimii ~loogisesti kun rintterille antaa käskyjä T0, T1, T2 ja T3. Eli teoriassa homman pitäisi pelittää.