Ei ainakaan pahasti mennä pieleen tolla, vielä jos on ultrabase versio. Itellä kanssa toi tulostin ja cr-10, niin anycuben kanssa ei ole ollu mitään ongelmia. Abs:sää ja pla:ta kylläkin vain tulostanu. cr-10 kanssa ollu lähinnä kaikki ongelmat.Moi, olen täällä uusi foorumilainen / harrastelija 3D-tulostamisessa. Tilasin juuri ebaysta Anycubic i3 Mega 3D tulostimen (240€). Tuliko tehtyä huono valinta ? Onko täällä kenelläkään kokemuksia siitä. Rakennussarjaan ei oikein meikäläisen näpit taivu. Siinä kai pääsisi itse kasattuna jonkinlaiseen tuntiansioon. Ehdolla olisi ollut DIY Prusa i3 MK3 (98,95€). Kommentteja.
-
PikanavigaatioAjankohtaista io-tech.fi uutiset Uutisia lyhyesti Muu uutiskeskustelu io-tech.fi artikkelit io-techin Youtube-videot Palaute, tiedotukset ja arvonnat
Tietotekniikka Prosessorit, ylikellotus, emolevyt ja muistit Näytönohjaimet Tallennus Kotelot ja virtalähteet Jäähdytys Konepaketit Kannettavat tietokoneet Buildit, setupit, kotelomodifikaatiot & DIY Oheislaitteet ja muut PC-komponentit
Tekniikkakeskustelut Ongelmat Yleinen rautakeskustelu Älypuhelimet, tabletit, älykellot ja muu mobiili Viihde-elektroniikka, audio ja kamerat Elektroniikka, rakentelu ja muut DIY-projektit Internet, tietoliikenne ja tietoturva Käyttäjien omat tuotetestit
Softakeskustelut Pelit, PC-pelaaminen ja pelikonsolit Ohjelmointi, pelikehitys ja muu sovelluskehitys Yleinen ohjelmistokeskustelu Testiohjelmat ja -tulokset
Muut keskustelut Autot ja liikenne Urheilu TV- & nettisarjat, elokuvat ja musiikki Ruoka & juoma Koti ja asuminen Yleistä keskustelua Politiikka ja yhteiskunta Hyvät tarjoukset Tekniikkatarjoukset Pelitarjoukset Ruoka- ja taloustarviketarjoukset Muut tarjoukset
Kauppa-alue
Navigation
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Huomio: This feature may not be available in some browsers.
Lisää vaihtoehtoja
Tyylin valinta
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3D-tulostaminen
- Keskustelun aloittaja micko
- Aloitettu
- Liittynyt
- 17.10.2016
- Viestejä
- 381
Onkos noilla filamenteilla jotain eroja (PLA)? Tuli tilattua ensimmäinen tulostin (ender 3) ja mietin vain, että tilaanko esim. Amazoonista halvinta vai onko näillä jotain merkittäviä eroja ja onko jokin merkki ylitse muiden. Luultavasti jotain eroja on(?) Olisiko suosituksia/kauppoja josta tilata.
- Liittynyt
- 17.10.2016
- Viestejä
- 381
Jahas, kiitos vastauksesta! Hyvä että tuli kysyttyä kun melkein oli jo sormi ostonapilla Amazonissa. Ja muutenkin mieluummin tilaan Suomalaiselta kauppiaalta. Eli tuota bq:ta laitan tilaukseen.On eroja, mutta kallis ei aina tarkoita parasta.
3Djakelta tilasin bq:n filamentteja, taisi maksaa ~10€/kg ja hakkaa laadussa tuplasti kalliimman mitä aiemmin ostin (merkkiä en enää muista, K-Camel?).
- Liittynyt
- 18.10.2016
- Viestejä
- 1 944
Kun tuosta Simplify3D:tä ei ole kokeiluversiota ja harkitsen sen ostoa niin sellainen kysymys sen käyttäjille että saako siihen tummaa teemaa asetuksista?
Eikös tota pari viikkoa saa kokeilla ja sitten todeta vaikka että ei ole jees ja saa rahat takaisin? Muistan lukeneeni tommosta niitten sivuilta.
"Try it for a full two weeks!
If you don’t love the software, return it for a full refund."
Tiedä sitten miten toi toimii käytännössä.
Itselläni Creality CR-10 ja minulla on ollut hieman ongelmia tulosteiden kiinnittymisen kanssa. Ostin myös Anycubic Ultrabasen mutta edelleen tulosteiden reunat irtoavat (warping). Aikaisemmin ostin Ikean peilejä ja ne toimivat suht hyvin mutta haastavien kappaleiden (kapeat ulokkeet) edelleen tulosteiden reunat irtoavat. Ajattelin kokeilla hiuslakkaa Ikean peilin kanssa.
Onko kenelläkään suosituksia hiuslakan suhteen? Foorumeilla taidetaan suositella Auqua Net hiuslakkaa mutta sitä ei taida saada Suomesta.
Onko kenelläkään suosituksia hiuslakan suhteen? Foorumeilla taidetaan suositella Auqua Net hiuslakkaa mutta sitä ei taida saada Suomesta.
Minä tulostan suoraan alkuperäiselle lasille ilman hiuslakkoja tai liimoja yms. Suuttimen etäisyys alustasta kohdalleen ja peilin huolellinen pyyhkiminen veellä on riittänyt hyvin. Jos on kovasti sormenjälkiä niin esim. sinolilla lähtee. On pysynyt pienet ja isot tulosteet kiinni.Itselläni Creality CR-10 ja minulla on ollut hieman ongelmia tulosteiden kiinnittymisen kanssa. Ostin myös Anycubic Ultrabasen mutta edelleen tulosteiden reunat irtoavat (warping). Aikaisemmin ostin Ikean peilejä ja ne toimivat suht hyvin mutta haastavien kappaleiden (kapeat ulokkeet) edelleen tulosteiden reunat irtoavat. Ajattelin kokeilla hiuslakkaa Ikean peilin kanssa.
Onko kenelläkään suosituksia hiuslakan suhteen? Foorumeilla taidetaan suositella Auqua Net hiuslakkaa mutta sitä ei taida saada Suomesta.
Lähetetty minun SM-G950F laitteesta Tapatalkilla
- Liittynyt
- 16.10.2016
- Viestejä
- 660
Itselläni Creality CR-10 ja minulla on ollut hieman ongelmia tulosteiden kiinnittymisen kanssa. Ostin myös Anycubic Ultrabasen mutta edelleen tulosteiden reunat irtoavat (warping). Aikaisemmin ostin Ikean peilejä ja ne toimivat suht hyvin mutta haastavien kappaleiden (kapeat ulokkeet) edelleen tulosteiden reunat irtoavat. Ajattelin kokeilla hiuslakkaa Ikean peilin kanssa.
Onko kenelläkään suosituksia hiuslakan suhteen? Foorumeilla taidetaan suositella Auqua Net hiuslakkaa mutta sitä ei taida saada Suomesta.
Suosittelen Loreal Fix&Style 8.Itselläni Creality CR-10 ja minulla on ollut hieman ongelmia tulosteiden kiinnittymisen kanssa. Ostin myös Anycubic Ultrabasen mutta edelleen tulosteiden reunat irtoavat (warping). Aikaisemmin ostin Ikean peilejä ja ne toimivat suht hyvin mutta haastavien kappaleiden (kapeat ulokkeet) edelleen tulosteiden reunat irtoavat. Ajattelin kokeilla hiuslakkaa Ikean peilin kanssa.
Onko kenelläkään suosituksia hiuslakan suhteen? Foorumeilla taidetaan suositella Auqua Net hiuslakkaa mutta sitä ei taida saada Suomesta.

- Liittynyt
- 17.10.2016
- Viestejä
- 62
Aika moni hiuslakka toimii. Itse olen käyttänyt Herbinaa. Muista vaan laittaa reilusti sitä siihen peiliin vaikka pesuhuoneessa ja sit anna sen kuivaa kunnolla ennen kuin alat tulostamaan. Kun laitat kerralla reilusti niin sitä ei tarvitse kokoajan lisäillä. Kestää monet tulostukset.
Ennen hiuslakan laittoa putsaat vielä hyvin että rasvaa ei jää siihen yhtään esim. käsistä. Astianpesuaine käy siihen ihan hyvin.
Ennen hiuslakan laittoa putsaat vielä hyvin että rasvaa ei jää siihen yhtään esim. käsistä. Astianpesuaine käy siihen ihan hyvin.
Kiitokset vinkeistä hiuslakan suhteen, täytyy käydä ens viikolla lakkaostoksilla!
Yksi syy warping-ongelmiin voi myös olla kylmä autotalli, jossa pidän printteriäni, joten hankin myös alla olevan minikasvihuoneen printterin koteloksi. Kotelo on ollut suht hyvä kun sen saa helposti pois, jolloin printteriä pääsee helposti säätämään ja control boxin saa helposti pois kotelosta.
Minikasvihuone Hortus 65 x 65 x 85 cm | bauhaus.fi

Yksi syy warping-ongelmiin voi myös olla kylmä autotalli, jossa pidän printteriäni, joten hankin myös alla olevan minikasvihuoneen printterin koteloksi. Kotelo on ollut suht hyvä kun sen saa helposti pois, jolloin printteriä pääsee helposti säätämään ja control boxin saa helposti pois kotelosta.
Minikasvihuone Hortus 65 x 65 x 85 cm | bauhaus.fi
- Liittynyt
- 19.10.2016
- Viestejä
- 1 234
Kiitokset vinkeistä hiuslakan suhteen, täytyy käydä ens viikolla lakkaostoksilla!
Yksi syy warping-ongelmiin voi myös olla kylmä autotalli, jossa pidän printteriäni, joten hankin myös alla olevan minikasvihuoneen printterin koteloksi. Kotelo on ollut suht hyvä kun sen saa helposti pois, jolloin printteriä pääsee helposti säätämään ja control boxin saa helposti pois kotelosta.
Minikasvihuone Hortus 65 x 65 x 85 cm | bauhaus.fi
Kerrassaan nerokas ratkaisu kun pitää jotain paskamaisempaa matskua (abs yms) tulostella ja näkee silti miten homma etenee. Ei tarvitse koteloida tulostinta kun tuonhan voi vaan nostaa pois. Tuohon vielä tulostaa läpiviennin esim. vaimokkeen hiustenkuivaajalle niin saa ambientin lämpötilan nousemaan mukavasti.
Marlinin apuja kaipailisin. Eli emon usb liittimen rikkouduttua, ja koska on intoa enenmän kuin taitoa, niin päätin korvata kyseisen kortin tuolla mks gen v1.4:llä. Ja jotta homma menisi mielenkiintoiseksi, niin totta kai siihen pitää vielä sotkea e3d v6, bltouhc ja tmc2100 stepperit. Ja englannin kielen taito on tyyliä google translate.
Sitten tulisi ensimmäinen ongelma.
Configuration.h:ssa päädyin seuraaviin arvoihin
#define X_PROBE_OFFSET_FROM_EXTRUDER 58
#define Y_PROBE_OFFSET_FROM_EXTRUDER -11
Niin olen ihmetellyt että mitkä arvot laitan sitten vielä tänne
//#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE)
//#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)
Ja tmc2100 näinkäyttöön vai?
#define X_DRIVER_TYPE TMC2100
#define Y_DRIVER_TYPE TMC2100
#define Z_DRIVER_TYPE TMC2100
//#define X2_DRIVER_TYPE A4988
//#define Y2_DRIVER_TYPE A4988
//#define Z2_DRIVER_TYPE A4988
#define E0_DRIVER_TYPE TMC2100
#define E1_DRIVER_TYPE TMC2100
//#define E2_DRIVER_TYPE A4988
//#define E3_DRIVER_TYPE A4988
//#define E4_DRIVER_TYPE A4988
ja riittääkö pelkästään Configuration_adv.h:sta
#define Z_DUAL_STEPPER_DRIVERS että saa toisen z akselin toimimaan.
Eli mennnäänkö noilla jo pahasti pieleen heti aluksi. Ja muitakin vihjeitä saa antaa. Ja lvaihtoehtoisesti olisi mahdollista käyttää DRV8825 steppereitä jos paremmat
Sitten tulisi ensimmäinen ongelma.
Configuration.h:ssa päädyin seuraaviin arvoihin
#define X_PROBE_OFFSET_FROM_EXTRUDER 58
#define Y_PROBE_OFFSET_FROM_EXTRUDER -11
Niin olen ihmetellyt että mitkä arvot laitan sitten vielä tänne
//#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE)
//#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)
Ja tmc2100 näinkäyttöön vai?
#define X_DRIVER_TYPE TMC2100
#define Y_DRIVER_TYPE TMC2100
#define Z_DRIVER_TYPE TMC2100
//#define X2_DRIVER_TYPE A4988
//#define Y2_DRIVER_TYPE A4988
//#define Z2_DRIVER_TYPE A4988
#define E0_DRIVER_TYPE TMC2100
#define E1_DRIVER_TYPE TMC2100
//#define E2_DRIVER_TYPE A4988
//#define E3_DRIVER_TYPE A4988
//#define E4_DRIVER_TYPE A4988
ja riittääkö pelkästään Configuration_adv.h:sta
#define Z_DUAL_STEPPER_DRIVERS että saa toisen z akselin toimimaan.
Eli mennnäänkö noilla jo pahasti pieleen heti aluksi. Ja muitakin vihjeitä saa antaa. Ja lvaihtoehtoisesti olisi mahdollista käyttää DRV8825 steppereitä jos paremmat
Viimeksi muokattu:
Kerrassaan nerokas ratkaisu kun pitää jotain paskamaisempaa matskua (abs yms) tulostella ja näkee silti miten homma etenee. Ei tarvitse koteloida tulostinta kun tuonhan voi vaan nostaa pois. Tuohon vielä tulostaa läpiviennin esim. vaimokkeen hiustenkuivaajalle niin saa ambientin lämpötilan nousemaan mukavasti.
Itse ajattelin vielä hankki ajossain vaiheessa tällaisen kotelon lämmittämiseen enne tulostusta. Laitteessa taitaa olla jopa termostaatti, ajastin ja 2 tuuletusnopeutta.
LÄMMITIN HANDY HEATER PISTORASIAAN 300W Lämpöä nopeasti ja helposti! - Tuontitukku.fi verkkokauppa
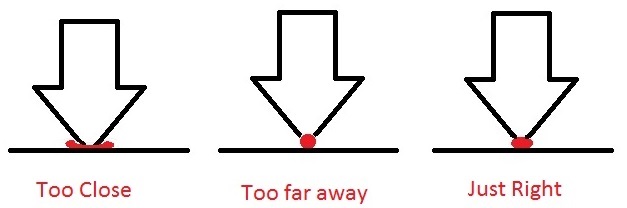
Ikean peili ja sen jälkeen ensin kokeilet tulostaa siihen suoraan, ilman mitään liimoja, lakkoja yms härpäkkeitä. Toimiakseen tarvitsee kaksi asiaa: Ensinnäkin pidä näpit erossa peilipinnasta, sormet on rasvaisia (jopa pesemisen jälkeen), eli kosketa käsin vain reunoista, tulosteet lähtee itsessään irti peilin jäähtyessä, et tarvitse edes lastaa siihen. Sitten kun ei pysy enää kiinni (mulla pysyy ainakin 15 tulostusta kiinni ennenkuin tarvii pinta putsata), putsaa pinta isopropanolialkoholilla! Älä lutraa veden ja saippuan kanssa, samoin kaikki lakkabensat yms on aivan turhia tähän hommaan! Isopropanolilla on monta nimeä! 2-propanoli, isopropanoli, isopropyylialkoholi, IPA, propan-2-oli...kaikki on samaa kamaa ja tuon erikoisominaisuus on, että se haihtuu jättämättä mitään jäänteitä ja siksi sitä käytetään mm elektroniikan puhdistukseen. Tulostuspinnassa on samat vaatimukset, puhdistusaine ei saa jättää mitään jälkeensä haihduttuaan! Tota tavaraa myydään mm apteekeissä, mutta hinta on aika suolainen. Hätä ei ole kuitenkaan tämän näköinen, nimittäin jäänestoaineet ovat yleensä samaa kamaa, tosin joissakin vahvuus on vain 70% luokkaa ja loput 30% on sitten mitä paskaa sattuukaan olemaan. Polaric merkkinen matsku on kuitenkin muistaakseni 98% ja sitä saa Puuilosta alle 4 euroon! Laitan linkin alle.Itselläni Creality CR-10 ja minulla on ollut hieman ongelmia tulosteiden kiinnittymisen kanssa.
Toinen asia mitä tämä tekniikka vaatii, on tulostuspään oikea etäisyys tulostuspintaan. Ota normaali A4 arkki ja aseta tulostuspään ja sen Ikean peilin väliin. Säädä jokainen kulma siten, että tulostuspää ottaa kiinni paperiin, mutta pystyt liikuttamaan paperia ilman että paperi repeää. Käy jokainen kulma vielä kerran läpi. Tuota etäisyyttä ei tarvitse tarkistaa ennenkuin seuraavan kerran tulostus ei pysy pinnassa kiinni! Itse kosken säätöruuveihin ehkä 100 tulostuksen välein.
GO Polttoaineen jäänesto 1L Polaric
JOS tuolla tekniikalla et onnistu (kyllä pitäisi onnistua, "kaikki" muutkin onnistuu), niin kokeile vielä kerran ja sitten vielä kerran! Jos nyt kuitenkin et millään onnistu ja/tai et halua tulostukseesi todella tasaista peilipintaa, näytä sille Ikean peilille santapaperia! Esimerkiksi 200-santiksella vetele peilipinta rikki ensin vertikaalisesti, sitten horisontaalisesti ja vaikkapa vielä kulmikkainkin. Rosoinen pinta antaa muoville enemmän tartuntapintaa.
On se Ikean peili sitten santapaperilla hiottu tai ei, tarvitset toki pedin lämmityksen päälle, lämpötila riippuu materiaalista. PLA:ta tulostelen 65 asteen petilämmöillä, PETG:lle annan 70-75 astetta. Se nyt on ihan fakta että mitään liimapuikkoja tai hiuslakkoja ei tarvita 3D tulostuksessa. Ne ovat vain merkki siitä, ettei tulostuspäätä ole asetettu oikeaan etäisyyteen tai kyseessä on tulostin jonka peti ei lämpiä. Jos nyt ihan välttämättä haluaa liimojen kanssa leikkiä, parasta siihen hommaan on vissiinkin violetti liimapuikko, 3 euroo clasulta. Liima on violettia, mutta kuivuessaan kuivuu kirkkaaksi. Violetin värin vuoksi saat helposti tasaisen pinnan. Tämä on myös myrkytöntä, toisinkuin hiuslakat, eikä tartte poistaa tulostuspintaa koneesta ja käydä ulkona levittämässä ainetta. Mutta yritä nyt ainakin tolla ensiksi mainitsemallani tekniikalla, sä säästät hirveesti hermoja, aikaa ja rahaa pitkällä juoksulla kun opettelet heti alkuunsa tulostaan oikealla tekniikalla!!!
Liimapuikko - CLAS OHLSON | Clas Ohlson
Jos tulkitsen tuota oikein, termostaatin voi säätää vain 32 asteeseen asti. Mulla kyllä on tehtynä CR10:lle kotelointi, mutten ole ABS:ään vielä tulostanut, mutta olen siinä käsityksessä että kaapin lämpötila kannattaa nostaa noin 40-50 asteeseen ja tämä siis CR10:llä, kun elektroniikka on helppo jättää kotelon ulkopuolelle. Kuumailmapistooli ja digitaalinen lämpömittari kotelossa on mun menetelmä.Itse ajattelin vielä hankki ajossain vaiheessa tällaisen kotelon lämmittämiseen enne tulostusta. Laitteessa taitaa olla jopa termostaatti, ajastin ja 2 tuuletusnopeutta.
LÄMMITIN HANDY HEATER PISTORASIAAN 300W Lämpöä nopeasti ja helposti! - Tuontitukku.fi verkkokauppa
James
Tukijäsen
- Liittynyt
- 18.10.2016
- Viestejä
- 1 717
Ne ovat vain merkki siitä, ettei tulostuspäätä ole asetettu oikeaan etäisyyteen
Tämä sopii minunkin kokemuksiini. Paljon tuli tehtyä turhaa pelleilyä ennen kuin tuon uskoin.
- Liittynyt
- 23.03.2017
- Viestejä
- 436
Näihin laitetaan pedin pisteet minkä sisällä haluat että se anturi mittailee pedin. Esim jos peti on 200x200 voi sinne laittaa esimNiin olen ihmetellyt että mitkä arvot laitan sitten vielä tänne
//#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE)
//#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)
Left 10
Right 190 tms.
Marlin koittaa sitten ajaa sen anturin siihe määrättyyn kohtaan ja ainakin jossain versioissa koitti mennä väkisin rajoista yli että saa anturin sen anturin perille. Esim kun sulla on anturi 58mm suuttimesta niin se koittaa ajaa suuttimen -48 jos sulla nyt olisi toi 10 asetettu pisteeks.
Eli käytännössä noilla 4 arvolla rajaat sen alueen minkä sisältä se peti mitataan. Ja niin että ei kauheasti ammuta rajoista yli.
Ikean peili ja sen jälkeen ensin kokeilet tulostaa siihen suoraan, ilman mitään liimoja, lakkoja yms härpäkkeitä. Toimiakseen tarvitsee kaksi asiaa: Ensinnäkin pidä näpit erossa peilipinnasta, sormet on rasvaisia (jopa pesemisen jälkeen), eli kosketa käsin vain reunoista, tulosteet lähtee itsessään irti peilin jäähtyessä, et tarvitse edes lastaa siihen. Sitten kun ei pysy enää kiinni (mulla pysyy ainakin 15 tulostusta kiinni ennenkuin tarvii pinta putsata), putsaa pinta isopropanolialkoholilla! Älä lutraa veden ja saippuan kanssa, samoin kaikki lakkabensat yms on aivan turhia tähän hommaan! Isopropanolilla on monta nimeä! 2-propanoli, isopropanoli, isopropyylialkoholi, IPA, propan-2-oli...kaikki on samaa kamaa ja tuon erikoisominaisuus on, että se haihtuu jättämättä mitään jäänteitä ja siksi sitä käytetään mm elektroniikan puhdistukseen. Tulostuspinnassa on samat vaatimukset, puhdistusaine ei saa jättää mitään jälkeensä haihduttuaan! Tota tavaraa myydään mm apteekeissä, mutta hinta on aika suolainen. Hätä ei ole kuitenkaan tämän näköinen, nimittäin jäänestoaineet ovat yleensä samaa kamaa, tosin joissakin vahvuus on vain 70% luokkaa ja loput 30% on sitten mitä paskaa sattuukaan olemaan. Polaric merkkinen matsku on kuitenkin muistaakseni 98% ja sitä saa Puuilosta alle 4 euroon! Laitan linkin alle.
Toinen asia mitä tämä tekniikka vaatii, on tulostuspään oikea etäisyys tulostuspintaan. Ota normaali A4 arkki ja aseta tulostuspään ja sen Ikean peilin väliin. Säädä jokainen kulma siten, että tulostuspää ottaa kiinni paperiin, mutta pystyt liikuttamaan paperia ilman että paperi repeää. Käy jokainen kulma vielä kerran läpi. Tuota etäisyyttä ei tarvitse tarkistaa ennenkuin seuraavan kerran tulostus ei pysy pinnassa kiinni! Itse kosken säätöruuveihin ehkä 100 tulostuksen välein.
GO Polttoaineen jäänesto 1L Polaric
JOS tuolla tekniikalla et onnistu (kyllä pitäisi onnistua, "kaikki" muutkin onnistuu), niin kokeile vielä kerran ja sitten vielä kerran! Jos nyt kuitenkin et millään onnistu ja/tai et halua tulostukseesi todella tasaista peilipintaa, näytä sille Ikean peilille santapaperia! Esimerkiksi 200-santiksella vetele peilipinta rikki ensin vertikaalisesti, sitten horisontaalisesti ja vaikkapa vielä kulmikkainkin. Rosoinen pinta antaa muoville enemmän tartuntapintaa.
On se Ikean peili sitten santapaperilla hiottu tai ei, tarvitset toki pedin lämmityksen päälle, lämpötila riippuu materiaalista. PLA:ta tulostelen 65 asteen petilämmöillä, PETG:lle annan 70-75 astetta. Se nyt on ihan fakta että mitään liimapuikkoja tai hiuslakkoja ei tarvita 3D tulostuksessa. Ne ovat vain merkki siitä, ettei tulostuspäätä ole asetettu oikeaan etäisyyteen tai kyseessä on tulostin jonka peti ei lämpiä. Jos nyt ihan välttämättä haluaa liimojen kanssa leikkiä, parasta siihen hommaan on vissiinkin violetti liimapuikko, 3 euroo clasulta. Liima on violettia, mutta kuivuessaan kuivuu kirkkaaksi. Violetin värin vuoksi saat helposti tasaisen pinnan. Tämä on myös myrkytöntä, toisinkuin hiuslakat, eikä tartte poistaa tulostuspintaa koneesta ja käydä ulkona levittämässä ainetta. Mutta yritä nyt ainakin tolla ensiksi mainitsemallani tekniikalla, sä säästät hirveesti hermoja, aikaa ja rahaa pitkällä juoksulla kun opettelet heti alkuunsa tulostaan oikealla tekniikalla!!!
Liimapuikko - CLAS OHLSON | Clas Ohlson
Kiitokset loistavista vinkeistä ja kattavasta vastauksesta! Itse olen myös koittanut etsiä sopivaa alkoholia tulostusalustan puhdistamiseen, ja en millään keksinyt mikä aine olisi hyvää ja halpaa. Käyn heti hakemassa Puuilosta tuota mainitsemaasi ainetta.
Koitin juuri myös tulostuskärjen säätämistä paperin avulla ja nyt tuloste pysyy paljon paremmin kiinni ja warpingia ei ainakaan ilmennyt testitulosteissa. Tulostelin siis PLA:ta 50 astetta alustalle ja 215 astetta tulostinkärjelle. Tulostinkärjen vieminen lähemmäksi alustaa näyttäisi kuitenkin aiheuttavan hieman reunojen "pursuamista" alimmille kerroksille. Täytynee hieman tarkastella pystyisikö jollain säädöilla vaikuttamaan asiaan. En ole nyt ihan varma mutta olisikohan tämä merkki over extrusionista? Tämä testaus vielä siis Anycuben Ultrabasella mutta seuraavaksi alan testailla Ikean peilillä.

Täytyy kyllä sanoa, ettei ole aavistustakaan mistä tuo johtuu! Over extrusionia se ei voi olla, sillä ylemmät kerrokset on pursuttunut normaalisti. Et sattunut käsin muuttaan tulostuslämpötilaa keskenkaiken? Liian kuumana tulostettu näyttää hieman tuollaiselta. Jos tulostuspään vie liian lähelle petiä, tulee ensimmäisen kerroksen liian leveälle pursotusta, eli ns. elephant foot, ja jos vielä sitäkin lähemmäs, tulee osittaisia tukoksia suuttimeen, joka taas näkyy siinä että alimmissa kerroksissa näkyy under extrusionia. Mutta toi sun kuva, ei toi kyllä näytä siltäkään että lanka olisi päässyt kosteutumaan...olen kyllä aivan ulalla. Kokeile vielä joku toinen koe veto ja jos sama jatkuu, pistä toi kuva facebookin CR-10 ryhmään!Tulostinkärjen vieminen lähemmäksi alustaa näyttäisi kuitenkin aiheuttavan hieman reunojen "pursuamista" alimmille kerroksille. Täytynee hieman tarkastella pystyisikö jollain säädöilla vaikuttamaan asiaan. En ole nyt ihan varma mutta olisikohan tämä merkki over extrusionista?
Joo ei ollu kovin helppo tuota löytää, tuoteselosteet pitää lakien mukaan olla kemikaaleista, mutta jostain syystä ne on aika hyvin piiloteltu valmistajien sivuilla ja ainesosat on monasti vähän sinnepäin tai suuntaa-antavia. Kauppojen myyjät taas pyörittelee silmiään kun kysyy isopropanolia...nehän on vain töissä siellä.Itse olen myös koittanut etsiä sopivaa alkoholia tulostusalustan puhdistamiseen, ja en millään keksinyt mikä aine olisi hyvää ja halpaa. Käyn heti hakemassa Puuilosta tuota mainitsemaasi ainetta.
Tässä kuitenkin tuon Polaric GO:n käyttöturvallisuustiedoite, josta löytyy myös ainesosatiedot (isopropanoli >98%).
http://www.s-taroil.fi/sites/default/files/tiedotteet/Polaric GO polttoaineen jäänesto.pdf
Mä suosittelisin kyllä nostamaan pedin lämpöä hieman, vaikka 60 asteeseen. PLA:n lasituslämpötilan kerrotaan olevan noin 60-65 asteessa, mutta mulla on kuitenkin vain parantunu kiinnipysyminen kun nostin petilämmöt tuonne ja mitään laatuongelmie ei ole ilmenny.Tulostelin siis PLA:ta 50 astetta alustalle ja 215 astetta tulostinkärjelle.
- Liittynyt
- 25.07.2018
- Viestejä
- 671
Koitin juuri myös tulostuskärjen säätämistä paperin avulla ja nyt tuloste pysyy paljon paremmin kiinni ja warpingia ei ainakaan ilmennyt testitulosteissa. Tulostelin siis PLA:ta 50 astetta alustalle ja 215 astetta tulostinkärjelle. Tulostinkärjen vieminen lähemmäksi alustaa näyttäisi kuitenkin aiheuttavan hieman reunojen "pursuamista" alimmille kerroksille. Täytynee hieman tarkastella pystyisikö jollain säädöilla vaikuttamaan asiaan. En ole nyt ihan varma mutta olisikohan tämä merkki over extrusionista?
Ite tykkään käyttää rasvojen puhdisteluun asetonia.. no se ei liity tuohon ongelmaan.
Jos tuossa tulostuslangasssa ei ole vikaa niin lienee liian kuumuuden aiheuttamaa tuo tursuminen. Nyt siinä on ensimmäisten kerrosten kohdalla extra lämpöä vs. kun tulostuspää on kauempana. Voihan siinä olla jotain lämpötilasäätely ongelmaa tulostuspäässäkin eli se on alussa lämpimämpi mitä anturi kuvittelee ja vasta hetken päästä kun lämpö leviää anturiin niin alkaa oikeasti säätyä varsinainen tulostuslämpö. Eli sen anturin kiinnitys, tiiveys ja ehkä infrapuna lämpömittarilla voi yrittää kurkkia tulostuspään oikeaa lämpöä.. ei ole niin sanottua että anturi kuvaa oikeaa lämpötilaa.
Itselläni ainakin tuppaa parhaiten onnistumaan kun jäähdytys on hyvä eli suuttimen puhallus lähtee 1-2 kerroksen jälkeen ja ite tulostelen huoneenlämpöiselle tai n. 30-40 asteen alustalle ja toki kannattaa testailla tursotuslämpötilatkin pienillä testipalikoilla.. itellä on pla tullut hyvin jo 185 asteella.. 195-200 käytössä kuitenkin.
- Liittynyt
- 22.10.2016
- Viestejä
- 642
Marlinin apuja kaipailisin. Eli emon usb liittimen rikkouduttua, ja koska on intoa enenmän kuin taitoa, niin päätin korvata kyseisen kortin tuolla mks gen v1.4:llä. Ja jotta homma menisi mielenkiintoiseksi, niin totta kai siihen pitää vielä sotkea e3d v6, bltouhc ja tmc2100 stepperit. Ja englannin kielen taito on tyyliä google translate.
Sitten tulisi ensimmäinen ongelma.
Configuration.h:ssa päädyin seuraaviin arvoihin
#define X_PROBE_OFFSET_FROM_EXTRUDER 58
#define Y_PROBE_OFFSET_FROM_EXTRUDER -11
Niin olen ihmetellyt että mitkä arvot laitan sitten vielä tänne
//#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE)
//#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)
Ja tmc2100 näinkäyttöön vai?
#define X_DRIVER_TYPE TMC2100
#define Y_DRIVER_TYPE TMC2100
#define Z_DRIVER_TYPE TMC2100
//#define X2_DRIVER_TYPE A4988
//#define Y2_DRIVER_TYPE A4988
//#define Z2_DRIVER_TYPE A4988
#define E0_DRIVER_TYPE TMC2100
#define E1_DRIVER_TYPE TMC2100
//#define E2_DRIVER_TYPE A4988
//#define E3_DRIVER_TYPE A4988
//#define E4_DRIVER_TYPE A4988
ja riittääkö pelkästään Configuration_adv.h:sta
#define Z_DUAL_STEPPER_DRIVERS että saa toisen z akselin toimimaan.
Eli mennnäänkö noilla jo pahasti pieleen heti aluksi. Ja muitakin vihjeitä saa antaa. Ja lvaihtoehtoisesti olisi mahdollista käyttää DRV8825 steppereitä jos paremmat
Kannattaa testata millä moodilla saat toimimaan. Stealthchop voi hyppiä steppejä. Spreadcycle voi vinkua 12v järjestelmissä kun moottori paikallaan mutta on voimakkaampi.
Aktiivinen jäähdytys ehkä suotavaa.
Mulla corexy mallinen printteri jossa ainoastaan x ja y on tmc. Muut on 8825.
Ja 24v ajan noita tmc
")
Asetonia voi käyttää kun tulostaa esimerkiksi PEI-pinnalle tms alustalle jossa tulosteen kiinnittyminen perustuu vähän muihin juttuihin kuin lasi/peili-pinnalla. Asetonista jää peilipinnalle jäänteitä, jotka heikentää kiinnittymistä huomattavasti. Jotkut käyttää ikkunanpesuaineitakin, mutta ne ei taas poista rasvaa yhtä hyvin. Isopropanoli on puhdistusaine, asetoni on liuotin. Asetonilla kyllä lähtee rasva, mutta sitten tarttee se asetoni saada pois siitä pinnastaIte tykkään käyttää rasvojen puhdisteluun asetonia.. no se ei liity tuohon ongelmaan.
Tämä ei ole syynä tuohon ongelmaan! Sen ensimmäisen kerroksen jälkeen tulostuspää loittonee tulostuspinnasta ihan samaa tahtia kuin aikaisemminkin, kyse on vain siitä miten se ensimmäinen kerros asetetaan pedille. Tulostettu materiaali pitää hivenen pursottua sivuille. Tossa kuvassakin näkyy kuinka 1. kerroksessa ongelmia ei vielä ole, vaan 2-5 kerroksissa.Jos tuossa tulostuslangasssa ei ole vikaa niin lienee liian kuumuuden aiheuttamaa tuo tursuminen. Nyt siinä on ensimmäisten kerrosten kohdalla extra lämpöä vs. kun tulostuspää on kauempana.
Toi mullakin käväisi mielessä, noissa antureissa on ollu jengillä paljon ongelmia johtuen halvoista osista, mutta kun toi ongelma poistui 6. kerroksen kohdalla...ei taida liittyä tuohonkaan.Voihan siinä olla jotain lämpötilasäätely ongelmaa tulostuspäässäkin eli se on alussa lämpimämpi mitä anturi kuvittelee ja vasta hetken päästä kun lämpö leviää anturiin niin alkaa oikeasti säätyä varsinainen tulostuslämpö. Eli sen anturin kiinnitys, tiiveys ja ehkä infrapuna lämpömittarilla voi yrittää kurkkia tulostuspään oikeaa lämpöä.. ei ole niin sanottua että anturi kuvaa oikeaa lämpötilaa.
Tämä saattaa ollakin syyllinen ongelmaan, olisiko puhallin ollu pois päältä ja tulostusnopeus sen verran hidas, että lämpö päässy "keittämään" PLA:n. mk1978 kerrotko millä lämpötilalla tulostit, mikä oli tulostusnopeus ja oliko kappaletuuletin päällä?Itselläni ainakin tuppaa parhaiten onnistumaan kun jäähdytys on hyvä eli suuttimen puhallus lähtee 1-2 kerroksen jälkeen ja ite tulostelen huoneenlämpöiselle tai n. 30-40 asteen alustalle ja toki kannattaa testailla tursotuslämpötilatkin pienillä testipalikoilla.. itellä on pla tullut hyvin jo 185 asteella.. 195-200 käytössä kuitenkin.
PLA:n optimaalinen tulostuslämpötila vaihtelee valmistajan mukaan, mun käyttämät langat oon tulostanu 200-205 asteella.
A
Toi mullakin käväisi mielessä, noissa antureissa on ollu jengillä paljon ongelmia johtuen halvoista osista, mutta kun toi ongelma poistui 6. kerroksen kohdalla...ei taida liittyä tuohonkaan.
Koitin juuri myös tulostuskärjen säätämistä paperin avulla ja nyt tuloste pysyy paljon paremmin kiinni ja warpingia ei ainakaan ilmennyt testitulosteissa. Tulostelin siis PLA:ta 50 astetta alustalle ja 215 astetta tulostinkärjelle. Tulostinkärjen vieminen lähemmäksi alustaa näyttäisi kuitenkin aiheuttavan hieman reunojen "pursuamista" alimmille kerroksille. Täytynee hieman tarkastella pystyisikö jollain säädöilla vaikuttamaan asiaan. En ole nyt ihan varma mutta olisikohan tämä merkki over extrusionista? Tämä testaus vielä siis Anycuben Ultrabasella mutta seuraavaksi alan testailla Ikean peilillä.
Eli siis 5 ensimmäistä kerrosta menee pieleen ja loput ok ?
Ennen kahta ylintä näyttää että muovia olisi liian vähän, 3. ja 4. ylimät kerrokset näyttää olevan kuvassa vähän sisemmällä kuin muut.
Kerro vielä vähän lisää, eli millä nopeudella tulostettu ? Kuinka monta umpinaista kerrosta pohjassa on ?
Oman koneen kärsä vuotaa jonkin verran jos on liian kuuma tai ajaa hitaasti. Jos kyse on tästä niin kokeile ajaa nopeammin ja/tai laske vähän lämpöä.
Jos on esim ir- mittari niin kannattaa yrittää mitata tulostuspään lämpötila varmuuden vuoksi, saattaa olla eri kuin asetettu/mitattu.
Kannattaa myös mitata käytetyn muovin paksuus esim työntömitalla useasta eri paikasta eri kulmissa ja käyttää paksuutena keskiarvoa. Osa muovilangoista heittää aika lailla virallisesta mitasta. Tämän jälkeen yhden purseen leveys vastaa aika hyvin sitä joka sliceriin asetetaan.
Oman kokemuksen mukaan hyvä jälki vaatii aika lailla säätämistä ja testailua, langan paksuus on tärkeä kuten myös slicerin asetuksissa purseen leveys.
Jos mallin tekee niin että seinämään mahtuu tasan x kpl nauhoja niin tulos on parempi kuin ei-tasan. Osa slicereista laskee väliin tyhjää jolloin tulee heikko tai ohuen nauhan joka yleensä on liikaa.
Tein aika monta eri testausta eilen, joten en enää muista edes 100% mitä asetuksia olen käyttänyt mutta alla hieman tietoja asetuksistani ja kuvat profiiliasetuksista.
Olen siis käyttänyt Chris Elkins S3D CR-profiilia jossa:
- Speed 60mm/s, first layer 35% speed. Välillä taisin hidastaa jopa 20% jolloin ongelma taisi pahentua
- Fan speeds: 1 = 0, 2 = 50, 5 = 100
- Mulla on ollut käytössä DasFilament PLA (215c +-15c) mutta samaa ongelmaa on myös esiintynyt ESUN PLA+ kanssa, joten en usko että ongelma johtuu filamentista. Noin viikko sitten käytin filamentin "turbouunissa" tunnin ajan 50 asteessa, joten luulisin että siinä ei pitäisi olla kosteutta mutta kokeilen vielä toisella filamentilla, jotta filamentin saisi suljettua pois
- Olen siis tulostellut nozzle 215 asteessa ja bed 60 asteessa ja eilen kokeilin tiputtaa nozzle 205 ja 195 jolloin ongelma hieman väheni mutta ei poistunut läheskään. Kokeilin myös tiputtaa bed 50 astetta mutta se ei kauheasti vaikuttanut asiaan. Ambient lämpötila on autotallissa noin 20 astetta.
- Bedin ja tulostuskärjen välinä olen aikaisemmin rakotulkilla 0.025mm ja nyt kun säädin välin paperin avulla niin väli on suunnilleen 0.0125mm.
Katselin juuri vanhoja printtejä ja samaista ongelmaa on ilmennyt jo aikaisemmin kun minulla oli käytössä toinen Crealityn hotend kokonaisuus. Vaihdoin siis jossain vaiheessa koko setin (3-osainen 3D-kokonainen ekstruuderin sarja, jossa 2 kpl tuulettimet, tuulettimen suojus, ilmasuutin). Tämän perusteella näyttäisi että ongelma ei välttämättä olisi esimerkiksi thermistorissa, koska samaa ongelmaa esiintyi vanhan ja uuden hotend kokonaisuuden kanssa.



Olen siis käyttänyt Chris Elkins S3D CR-profiilia jossa:
- Speed 60mm/s, first layer 35% speed. Välillä taisin hidastaa jopa 20% jolloin ongelma taisi pahentua
- Fan speeds: 1 = 0, 2 = 50, 5 = 100
- Mulla on ollut käytössä DasFilament PLA (215c +-15c) mutta samaa ongelmaa on myös esiintynyt ESUN PLA+ kanssa, joten en usko että ongelma johtuu filamentista. Noin viikko sitten käytin filamentin "turbouunissa" tunnin ajan 50 asteessa, joten luulisin että siinä ei pitäisi olla kosteutta mutta kokeilen vielä toisella filamentilla, jotta filamentin saisi suljettua pois
- Olen siis tulostellut nozzle 215 asteessa ja bed 60 asteessa ja eilen kokeilin tiputtaa nozzle 205 ja 195 jolloin ongelma hieman väheni mutta ei poistunut läheskään. Kokeilin myös tiputtaa bed 50 astetta mutta se ei kauheasti vaikuttanut asiaan. Ambient lämpötila on autotallissa noin 20 astetta.
- Bedin ja tulostuskärjen välinä olen aikaisemmin rakotulkilla 0.025mm ja nyt kun säädin välin paperin avulla niin väli on suunnilleen 0.0125mm.
Katselin juuri vanhoja printtejä ja samaista ongelmaa on ilmennyt jo aikaisemmin kun minulla oli käytössä toinen Crealityn hotend kokonaisuus. Vaihdoin siis jossain vaiheessa koko setin (3-osainen 3D-kokonainen ekstruuderin sarja, jossa 2 kpl tuulettimet, tuulettimen suojus, ilmasuutin). Tämän perusteella näyttäisi että ongelma ei välttämättä olisi esimerkiksi thermistorissa, koska samaa ongelmaa esiintyi vanhan ja uuden hotend kokonaisuuden kanssa.
Viimeksi muokattu:
Mä uskoisin että kyse on tästä, sun kuvan perusteella ongelma poistu 5-6 kerroksien kohdalla. PLA vaatii nopean jäähdytyksen ja kun kuuma tulostuspää liikkuu hitaasti tulosteen päällä liian heikolla tuuletuksella, alkaa jo tulostettu kerros sulaa. Muuta tuuletin 1=0, 2=50, 3=100. Ekan kerroksen nopeudeksi toi 35% on varmaankin hyvä, mutta toisesta kerroksesta eteenpäin 100%.- Speed 60mm/s, first layer 35% speed. Välillä taisin hidastaa jopa 20% jolloin ongelma taisi pahentua
- Fan speeds: 1 = 0, 2 = 50, 5 = 100
Jos tuolla asetuksella ei ongelma poistu, muuta tuuletin 1=50, 2=100.
Muista muuten aina ongelmatilanteissa muuttaa vain yhtä juttua kerrallaan, niin löydät sen täsmällisen syyn mikä ongelman aiheutti! Jos teet monta erilaista muutosta kerralla, et voi olla varma mistä ongelma johtui.
Mulla ei ole kummastakaan filamentista omia kokemuksia, mutta ainakin tuo ESUN kuulemma välillä päästää liikenteeseen aivan kuraa. Kiinalaisilla tuotteilla on paljon ongelmia johtuen täysin puuttuvasta laatuvalvonnasta. Heidän mielestään on halvempaa lähettää uusi tuote rikkinäisen tilalle kuin valvoa ettei lähetä rikkinäisiä alunperinkään. Sitten kun kiinalaiset tekevät alihankintana länsimaalaiselle firmalle tuotteita, se länsimaalainen firma järjestää laadunvalvonnan.- Mulla on ollut käytössä DasFilament PLA (215c +-15c) mutta samaa ongelmaa on myös esiintynyt ESUN PLA+ kanssa, joten en usko että ongelma johtuu filamentista.
Niin sä käytät Simplify3D:tä? Mulla ei ole siitä kokemusta, mutta jos ymmärrän oikein, tuo "Outline underspeed" tarkoittaa ulkokuoren tulostusnopeutta prosentteina varsinaisesta tulostusnopeudesta, eli sun tapauksessa ulkokuori tulostetaan 30mm/s. Voisit tota asetusta nostaa vaikkapa 80% ja tukirakenteisiin ja täytteeseen laittaa 100%!Olen siis käyttänyt Chris Elkins S3D CR-profiilia jossa:
- Speed 60mm/s, first layer 35% speed. Välillä taisin hidastaa jopa 20% jolloin ongelma taisi pahentua
- Liittynyt
- 25.07.2018
- Viestejä
- 671
Asetonia voi käyttää kun tulostaa esimerkiksi PEI-pinnalle tms alustalle jossa tulosteen kiinnittyminen perustuu vähän muihin juttuihin kuin lasi/peili-pinnalla. Asetonista jää peilipinnalle jäänteitä, jotka heikentää kiinnittymistä huomattavasti. Jotkut käyttää ikkunanpesuaineitakin, mutta ne ei taas poista rasvaa yhtä hyvin. Isopropanoli on puhdistusaine, asetoni on liuotin. Asetonilla kyllä lähtee rasva, mutta sitten tarttee se asetoni saada pois siitä pinnasta
...
Tämä ei ole syynä tuohon ongelmaan! Sen ensimmäisen kerroksen jälkeen tulostuspää loittonee tulostuspinnasta ihan samaa tahtia kuin aikaisemminkin, kyse on vain siitä miten se ensimmäinen kerros asetetaan pedille. Tulostettu materiaali pitää hivenen pursottua sivuille. Tossa kuvassakin näkyy kuinka 1. kerroksessa ongelmia ei vielä ole, vaan 2-5 kerroksissa.
...
Toi mullakin käväisi mielessä, noissa antureissa on ollu jengillä paljon ongelmia johtuen halvoista osista, mutta kun toi ongelma poistui 6. kerroksen kohdalla...ei taida liittyä tuohonkaan.
...
Tämä saattaa ollakin syyllinen ongelmaan, olisiko puhallin ollu pois päältä ja tulostusnopeus sen verran hidas, että lämpö päässy "keittämään" PLA:n. mk1978 kerrotko millä lämpötilalla tulostit, mikä oli tulostusnopeus ja oliko kappaletuuletin päällä?
PLA:n optimaalinen tulostuslämpötila vaihtelee valmistajan mukaan, mun käyttämät langat oon tulostanu 200-205 asteella.
Liuotin se isopropanolikin on..
Asetoni haihtuu nopeasti joten jos ei ole kaikki mönjä tarttunut pyyhkeeseen tai itse pyyhe on liuennut niin jäämiä voi toki jäädä.Varsinainen syyhän oli liika lämpö, ja tässä tapauksessa tuuletin ja tulostusnopeus. Otin esille tuon esimerkin koska kyllä se petikin sitä lämpökuormaa lisää, eli samalla tuuletinasetuksella ensimmäisillä kerroksilla on enemmän lämpökuormaa jos peti on tarpeettoman lämmin. Pedin lämpö, suutin lähellä petiä ja tuuletin hiljaisella -> lämpökuormaa ja voi aiheuttaa ongelmia.
Optimaalinen tulostuslämpökin on pientä hakuammuntaa, tulostimet erilaisia ja lämpötilan mittaukset vähän sinne päin eli jos tulee ongelmaa niin rohkeasti vaan kokeilemaan skaalan alkupäästäkin. Ensin toki muut perusjutut kuntoon,, ja kuten ketjussa mainittu, mielellään yksi asia kerrallaan.
Tein aika monta eri testausta eilen, joten en enää muista edes 100% mitä asetuksia olen käyttänyt mutta alla hieman tietoja asetuksistani ja kuvat profiiliasetuksista.
Olen siis käyttänyt Chris Elkins S3D CR-profiilia jossa:
- Speed 60mm/s, first layer 35% speed. Välillä taisin hidastaa jopa 20% jolloin ongelma taisi pahentua
- Fan speeds: 1 = 0, 2 = 50, 5 = 100
- Mulla on ollut käytössä DasFilament PLA (215c +-15c) mutta samaa ongelmaa on myös esiintynyt ESUN PLA+ kanssa, joten en usko että ongelma johtuu filamentista. Noin viikko sitten käytin filamentin "turbouunissa" tunnin ajan 50 asteessa, joten luulisin että siinä ei pitäisi olla kosteutta mutta kokeilen vielä toisella filamentilla, jotta filamentin saisi suljettua pois
- Olen siis tulostellut nozzle 215 asteessa ja bed 60 asteessa ja eilen kokeilin tiputtaa nozzle 205 ja 195 jolloin ongelma hieman väheni mutta ei poistunut läheskään. Kokeilin myös tiputtaa bed 50 astetta mutta se ei kauheasti vaikuttanut asiaan. Ambient lämpötila on autotallissa noin 20 astetta.
- Bedin ja tulostuskärjen välinä olen aikaisemmin rakotulkilla 0.025mm ja nyt kun säädin välin paperin avulla niin väli on suunnilleen 0.0125mm.
Katselin juuri vanhoja printtejä ja samaista ongelmaa on ilmennyt jo aikaisemmin kun minulla oli käytössä toinen Crealityn hotend kokonaisuus. Vaihdoin siis jossain vaiheessa koko setin (3-osainen 3D-kokonainen ekstruuderin sarja, jossa 2 kpl tuulettimet, tuulettimen suojus, ilmasuutin). Tämän perusteella näyttäisi että ongelma ei välttämättä olisi esimerkiksi thermistorissa, koska samaa ongelmaa esiintyi vanhan ja uuden hotend kokonaisuuden kanssa.
Onko asetuksissa jossain overlap- arvoa ?
Jos se on liian suuri niin nauhat menee liiaksi päällekkäin ja pursuaa varmasti. Tämän näkee yleensä jo ensimmäisen kerroksen täytössä jos suutin kulkee liiaksi jo tulostetun päällä tai sitten juuri tulostettu reuna aaltoilee ylöspäin.
Mun testien mukaan isompi lämpo pohjalla auttaa jos kappale on iso ja haittaa jos ihan pieni.
Ekan kerroksen nopeus 60% @60mm/s toimii hyvin. Jos petiin tarttuu hyvin niin voi ajaa nopeamminkin.
Itsellä lämmöt 1. kerroksessa 218 ja sen jälkeen 215, peti 80 ja 70.
Toimii 0.1, 0.2 ja 0.3mm kerroksilla 0.35mm suuttimella
Oletko tehnyt yhden seinämän paksuisen tulosteen ja mitannut kuinka paksu tulee ?
Jos tulee paljon paksumpi kuin laskennallisesti pitäisi niin pitää säätää asetuksia.
Niin sä käytät Simplify3D:tä? Mulla ei ole siitä kokemusta, mutta jos ymmärrän oikein, tuo "Outline underspeed" tarkoittaa ulkokuoren tulostusnopeutta prosentteina varsinaisesta tulostusnopeudesta, eli sun tapauksessa ulkokuori tulostetaan 30mm/s. Voisit tota asetusta nostaa vaikkapa 80% ja tukirakenteisiin ja täytteeseen laittaa 100%!
Kiitokset vinkistä, kokeilen tuota estusta tänään illalla.
Minkäs kokoinen suutin on käytössä ja mitä on printtiasetukisista laitettu suuttimen kooksi?
Ja ekaan kerrokseem voi helposti käyttää 50-75%@60mm/s
Käytän 0.4mm suutinta. Alla vielä mun suutinasetukset. Olen käyttänyt korkeampaa 0.97 extrusion multiplieriä (0.94=>0.97) koska extuder calibration testin mukaan mun printteri ei pursottanut tarpeeksi filamenttia.

Liuotin se isopropanolikin on..
Varsinainen syyhän oli liika lämpö, ja tässä tapauksessa tuuletin ja tulostusnopeus. Otin esille tuon esimerkin koska kyllä se petikin sitä lämpökuormaa lisää, eli samalla tuuletinasetuksella ensimmäisillä kerroksilla on enemmän lämpökuormaa jos peti on tarpeettoman lämmin. Pedin lämpö, suutin lähellä petiä ja tuuletin hiljaisella -> lämpökuormaa ja voi aiheuttaa ongelmia.
Optimaalinen tulostuslämpökin on pientä hakuammuntaa, tulostimet erilaisia ja lämpötilan mittaukset vähän sinne päin eli jos tulee ongelmaa niin rohkeasti vaan kokeilemaan skaalan alkupäästäkin. Ensin toki muut perusjutut kuntoon,, ja kuten ketjussa mainittu, mielellään yksi asia kerrallaan.
Kokeilen myös tänään pistää tuulettimen suuremmalle heti alussa, jos se vaikka poistaisi ongelman. Aikaisemmin kun kokeilin alhaisempaa nozzle lämpötilaa niin se auttoi himan ongelman kanssa mutta ei poistanut sitä kokonaan. Täytyy myös kokeilla näiden yhteisvaikutusta.
Testailen siis tänään illalla näitä ideoita ja palailen asiaan. Ja kiitokset kaikille vinkeistä!
- Liittynyt
- 01.02.2017
- Viestejä
- 70
Onko octoprintin käyttäjiä? Kameraa liitettynä? Ender 3 tilattuna ja siihen pitäisi kamera hommata octolapsea varten. Toisessa tulostimessa logitechin c270 mutta kuvanlaatu ei vakuuta, tehty tarkennus modi. Asetuksissa 720p valittuna.
Hyviä kamera ehdotuksia? Tai jos jotain asetuksia joita voisi vielä säätää ja kokeilla?
Hyviä kamera ehdotuksia? Tai jos jotain asetuksia joita voisi vielä säätää ja kokeilla?
Kiitokset vinkistä, kokeilen tuota estusta tänään illalla.
Käytän 0.4mm suutinta. Alla vielä mun suutinasetukset. Olen käyttänyt korkeampaa 0.97 extrusion multiplieriä (0.94=>0.97) koska extuder calibration testin mukaan mun printteri ei pursottanut tarpeeksi filamenttia.
Kokeilen myös tänään pistää tuulettimen suuremmalle heti alussa, jos se vaikka poistaisi ongelman. Aikaisemmin kun kokeilin alhaisempaa nozzle lämpötilaa niin se auttoi himan ongelman kanssa mutta ei poistanut sitä kokonaan. Täytyy myös kokeilla näiden yhteisvaikutusta.
Testailen siis tänään illalla näitä ideoita ja palailen asiaan. Ja kiitokset kaikille vinkeistä!
Kokeilin eilen illalla pienempiä nozzle lämpötiloja ja suurempia nopeuksia ensimmäisen layerin kanssa mut se ei ratkaissut ongelmaa.
Lisäksi kokeilin pistää jäähdytyksen suuremmalle (80%) jo ensimmäisestä layeristä alkaen, mutta sekään ei auttanut. Tämän seurauksena alkoi esiintymään warpingia ja brim ei enään tarttunut kunnolla bediin.
Nostin myös "outline underspeedin" 80%:iin mutta sekään ei poistanut ongelmaa.
Koitan seuraavaksi ja tuota ohutseinäistä kalibrointikuutiota, jos vaikka se valaitsisi hieman asiaa. Ja koitan myös hankkia jostain lainaan infrapuna lämpömittari, jolla saan mitattua bedin ja nozzle todellisen lämpötilan.
Viimeksi muokattu:
- Liittynyt
- 18.10.2016
- Viestejä
- 2 072
Ei kenellekkään tullu mieleen kertoa, että Marlinin jossain vanhassa versiossa (yli 1,5 vuotta sitten) oli atuolevel sensorin mittauksessa bugi jossa se lakkas mittamasta muutaman mittauksen jälkeen ja k
Ei kenellekkään tullu mieleen kertoa tässä kohtaa, että Marlinin jossain vanhassa versiossa (yli 1,5 vuotta sitten) oli atuolevel sensorin mittauksessa bugi, jossa se lakkas mittamasta muutaman mittauksen jälkeen ja crashas tulostus pään pöytään.
AUTO BED LEVELING FEATURE crashes to the bed with latest RCBugFix · Issue #4830 · MarlinFirmware/Marlin

Voi jumalauta!Ei hitton tuo tulostimen kanssa.
Juuri kun saat autolevel sensorin kalibroitua kylmänä ja alat tulostamaan niin autolevel sensori nousee ylemmäs tai suutin laskeutuu liian alas ja ennen tulostusta tapahtuva kalibrointi menee vituiksi. Joku antaa periksi mutta kun ei tiedä mikä ja mistä.
Miten toi autolevel sensori pitäisi oikea oppisesti säätää?
Näillä kokemuksilla en suosittelisi kenellekkään tuota tulostinta. Ei tuota saa millään toimimaan.
Ei kenellekkään tullu mieleen kertoa tässä kohtaa, että Marlinin jossain vanhassa versiossa (yli 1,5 vuotta sitten) oli atuolevel sensorin mittauksessa bugi, jossa se lakkas mittamasta muutaman mittauksen jälkeen ja crashas tulostus pään pöytään.
AUTO BED LEVELING FEATURE crashes to the bed with latest RCBugFix · Issue #4830 · MarlinFirmware/Marlin
Kiitokset vinkistä, kokeilen tuota estusta tänään illalla.
Käytän 0.4mm suutinta. Alla vielä mun suutinasetukset. Olen käyttänyt korkeampaa 0.97 extrusion multiplieriä (0.94=>0.97) koska extuder calibration testin mukaan mun printteri ei pursottanut tarpeeksi filamenttia.
Kokeilen myös tänään pistää tuulettimen suuremmalle heti alussa, jos se vaikka poistaisi ongelman. Aikaisemmin kun kokeilin alhaisempaa nozzle lämpötilaa niin se auttoi himan ongelman kanssa mutta ei poistanut sitä kokonaan. Täytyy myös kokeilla näiden yhteisvaikutusta.
Testailen siis tänään illalla näitä ideoita ja palailen asiaan. Ja kiitokset kaikille vinkeistä!
Extrusion width vaikka 0,45. voit kokeilla 0.48
6.5mm retraction on valtava määrä. tiputa vaikka 2.
retraction speed aika korkea, voit tiputtaa 40mm/s
Sitten sulla on layer välilehdellä tod näk first layer height 90%. Sitä voi kokeilla säätää.
edit. Ja koska petisi on kuuma, niin voit tulostella ensimmäiset kerrokset hieman viileämpänä. Näyttäisi että kuumana on käynyt ja parafiini alkanut kiehumaan, koska paranee ylöspäin mentäessä pedin lämpövaikutuksen vähentyessä. Itse tulostan petg muovin ensimmäisen layerin 70c pedille 205c suuttimen lämmöllä, jonka jälkeen suutin nousee 225.
Viimeksi muokattu:
Oma tulostin on tauolla, joten kysäistään kiinnostaisiko jotakuta tulostella tällainen pientä korvausta vastaan? Nighthawk LTE Router by jacobwtyler
Kokeilin eilen illalla pienempiä nozzle lämpötiloja ja suurempia nopeuksia ensimmäisen layerin kanssa mut se ei ratkaissut ongelmaa.
Lisäksi kokeilin pistää jäähdytyksen suuremmalle (80%) jo ensimmäisestä layeristä alkaen, mutta sekään ei auttanut. Tämän seurauksena alkoi esiintymään warpingia ja brim ei enään tarttunut kunnolla bediin.
Nostin myös "outline underspeedin" 80%:iin mutta sekään ei poistanut ongelmaa.
Koitan seuraavaksi ja tuota ohutseinäistä kalibrointikuutiota, jos vaikka se valaitsisi hieman asiaa. Ja koitan myös hankkia jostain lainaan infrapuna lämpömittari, jolla saan mitattua bedin ja nozzle todellisen lämpötilan.
Ehdin jo kokeilla noin 20 testiprinttiä ehdotetuilla eri asetuksilla mutta en pystynyt ratkaisemaan ongelmaa. Ajattelin kokeilla myös Cura:aa ihan varmuudeksi. Yllätyin positiivisesti kun jostain syystä sain printattua Curalla sut hyvän palasen, eli alimpien kerrosten "pursotusongelma" poistui lähes kokonaan.
- Liittynyt
- 16.10.2016
- Viestejä
- 416
Alkanut 3d-tulostus kiinnostamaan sen verran, että lähtee varmaan Ender 3 tilaukseen lähiaikoina. Lienee vieläkin paras laite tuossa 200 € tietämillä? Helposti parannettavissa omilla tulosteilla, helppo kasata(en kyllä pistäisi pahitteeksi vaikka enempikin joutuisi rakentamaan) ja päivitettävää löytyy kaupoistakin.
Nyt kun ensimmäistä laitetta suunnittelee ja tilailee, niin onko filamentin lisäksi jotain mitä pitäisi ensi alkuun hommata?
Entä omien tulosteiden mallinnus. CAD piirrustus jotenkuten hallussa autocadin ohjelmilla, mutta pitääkö nuo vielä käsitellä jotenkin ennen kuin ovat tulostettavissa? Ainakin tukirakenteet ja muut pitäisi lisätä jos niitä tarvitsee.
Mitenkäs tuo soveltuvien filamenttien laajuus, kauppa sanoo että toimii: PLA, TPU, ABS. Kaikille löytyy mahdollisesti käyttöä. Filamentteja löytyy kuitenkin vaikka kuinka ja montaa laatua, niin mikä mahtaa olla tulostimen rajoittava tekijä ettei muut sovellu, vai soveltuuko? Tarkoitus on rakentaa tulostimen ympärille kotelo, jolloin lämpötila saadaan korkeammaksi ja ABS:n tulostuskin onnistuu.
Tulostin tulisi olohuoneeseen ja kotelon yhteyteen laitan aktiivihiilisuodattimen mallia tee-se-itse. Mahtaako soveltua olohuoneeseen vai aiheuttaako pahaakin hajuhaittaa joka tapauksessa? ABS ainakin haisee, entä muut muovit?
Jonkun verran on tullut katsottua videoita aiheen tiimoilta ja tämä ketju kanssa luettu joskus läpi, mutta kaikkea en varmasti ole ymmärtänyt.
Nyt kun ensimmäistä laitetta suunnittelee ja tilailee, niin onko filamentin lisäksi jotain mitä pitäisi ensi alkuun hommata?
Entä omien tulosteiden mallinnus. CAD piirrustus jotenkuten hallussa autocadin ohjelmilla, mutta pitääkö nuo vielä käsitellä jotenkin ennen kuin ovat tulostettavissa? Ainakin tukirakenteet ja muut pitäisi lisätä jos niitä tarvitsee.
Mitenkäs tuo soveltuvien filamenttien laajuus, kauppa sanoo että toimii: PLA, TPU, ABS. Kaikille löytyy mahdollisesti käyttöä. Filamentteja löytyy kuitenkin vaikka kuinka ja montaa laatua, niin mikä mahtaa olla tulostimen rajoittava tekijä ettei muut sovellu, vai soveltuuko? Tarkoitus on rakentaa tulostimen ympärille kotelo, jolloin lämpötila saadaan korkeammaksi ja ABS:n tulostuskin onnistuu.
Tulostin tulisi olohuoneeseen ja kotelon yhteyteen laitan aktiivihiilisuodattimen mallia tee-se-itse. Mahtaako soveltua olohuoneeseen vai aiheuttaako pahaakin hajuhaittaa joka tapauksessa? ABS ainakin haisee, entä muut muovit?
Jonkun verran on tullut katsottua videoita aiheen tiimoilta ja tämä ketju kanssa luettu joskus läpi, mutta kaikkea en varmasti ole ymmärtänyt.
Kyllä, tuo on paras valinta! Tuossa hintaluokassa on 1-2 muutakin kutakuinkin yhtä hyvää tulostinta (mm Ender 3 kopio toiselta valmistajalta), mutta Ender 3:lla on ylivoimaisesti laajin ja aktiivisin käyttäjäkunta, jolta löytyy nopeasti apua ongelmatilanteisiin. Kannattaa jo etukäteen liittyä facebookissa Ender 3 ryhmään (siellä on monia, mutta valitse se isoin niistä).Alkanut 3d-tulostus kiinnostamaan sen verran, että lähtee varmaan Ender 3 tilaukseen lähiaikoina. Lienee vieläkin paras laite tuossa 200 € tietämillä? Helposti parannettavissa omilla tulosteilla, helppo kasata(en kyllä pistäisi pahitteeksi vaikka enempikin joutuisi rakentamaan) ja päivitettävää löytyy kaupoistakin.
Älä tee sitä virhettä että rupeat modaamaan konetta ennenkuin olet sinut sen kanssa! Ja kun modaat, tee vain 1 modaus kerrallaan. Ender 3 on modaamattomana täysin toimiva vehje, mikään modaus ei nosta sen käyttöarvoa yli yksinumeroisen prosenttimäärän! Varaosia jos miettii, niin ehkä muutama varasuutin voi olla paikoillaan ja ne saa halviten ulkomailta. Noh, on olemassa 1 modi mitä suosittelen tuohon tulostimeen ja se on Capricorn -bowden tuubi ja siihen uudet kiinnikkeet. Ton tuubin löydät halvimmillaan E3D-onlinesta, valitse lukumääräksi 4, jolloin tulee 40cm pätkä. Linkki alla. Kiinnikkeille mulla ei ole tässä nyt linkkiä antaa, mutta noi bowden tuben kiinnikkeet on ollu Ender 3:ssa heikoin kohta...tosin valmistaja on saattanu jo vaihtaa niiden toimittajaa parempaan.Nyt kun ensimmäistä laitetta suunnittelee ja tilailee, niin onko filamentin lisäksi jotain mitä pitäisi ensi alkuun hommata?
Capricorn Bowden Tubing (100mm)
Edit: Ainiin, tuli mieleen että on olemassa toinenkin erittäin hyödyllinen modaus! Nimittäin äänenvaimentimet X- ja Y-akselien moottoreihin! Tilaa linkissä näkyviä läpysköjä 2 kpl, koneen äänentaso muuttuu tasolta "aavistuksen ärsyttävä" tasolle "onko se edes päällä". Sanoit että kone tulee olohuoneeseen...sä tarviit noita!
Shock Absorber Stepper Vibration Damper for Nema17 Stepper Motor
Mallinnussoftalta vaaditaan lähinnä sitä että se osaa ulostaa fileen oikeassa tiedostomuodossa, fileen tulostimelle valmistelee slicer -ohjelma, joita löytyy useita eri merkkejä. Ilmaisista slicereista suosituin on Cura, muita paljon käytettyjä on Slic3r, KISSlicer ja MatterControl. Maksullisista paras on Simplify3D (yleisemmin S3D). On aivan makuasia mitä noista käyttää, mutta vältä sitä virhettä että liityt väittelyyn kumpi on parempi Cura vs S3D...siitä ei seuraa mitään hyvää ja edes Android vs IOs tai Xbox vs Playstation väittelyt yllä moisiin tyhmyyksiin.Entä omien tulosteiden mallinnus. CAD piirrustus jotenkuten hallussa autocadin ohjelmilla, mutta pitääkö nuo vielä käsitellä jotenkin ennen kuin ovat tulostettavissa? Ainakin tukirakenteet ja muut pitäisi lisätä jos niitä tarvitsee.
STL-päätteen hyväksyy mikä tahansa slicer, jotkut ymmärtävät myös OBJ-, AMF ja/tai 3MF-fileitä.
Sanotaanko nyt näin, että 99% 3D tulostajista tarvitsevat vain kolmea muovilaatua: PLA, PETG ja TPU. PLA on mainettaan parempi ja se kestää vuosia ulkokäytössäkin, vaikka väri saattaakin kulahtaa jo ensimmäisen vuoden aikana. PETG vastaa suurimmilta osin ABS muovia, mutta se ei tarvitse kotelointia, eikä haise yhtään niin pahalta. En näe mitään syytä ikinä käyttää ABS:ää (ellei sitä nyt satu saamaan pilkkahintaan black friday tarjouksesta...köh köh).Mitenkäs tuo soveltuvien filamenttien laajuus, kauppa sanoo että toimii: PLA, TPU, ABS. Kaikille löytyy mahdollisesti käyttöä. Filamentteja löytyy kuitenkin vaikka kuinka ja montaa laatua, niin mikä mahtaa olla tulostimen rajoittava tekijä ettei muut sovellu, vai soveltuuko? Tarkoitus on rakentaa tulostimen ympärille kotelo, jolloin lämpötila saadaan korkeammaksi ja ABS:n tulostuskin onnistuu.
Noiden jälkeen ehkä saatat löytää käyttöä Nylonille. Sitäkin pystyt tulostamaan Enderillä sen jälkeen kun vaihdat tulostuspään täysin metalliseen. Alkuperäisenä Ender 3:ssa on tulostuspään sisällä on PTFE-putki, joka auttaa mm PLA-muovia kulkemaan tasaisemmin, mutta joka ei kestä Nylon vaatimia lämpötiloja. (huomaa että täysin metallisella tulostuspäällä silloin tällöin tulee tukkeutumisongelmia PLA:n kanssa, metallipinnasta kun ei ikinä saa niin tasaista kuin PTFE-pinnasta, joten sulanutta muovia tarttuu metallin pintaan, all metal hot end ei siis ole mikään messias-tuote).
Sitten ehkä joskus haluat käyttää jotakin erikoismuovia, joka sisältää jänskää lisäainetta (kuten mm pieniä puu- tai metalli-hippuja), nuo ovat syövyttäviä ja normaalin suuttimen reikä laajenee jopa jo yhden rullan tulostuksen jälkeen sellaiseksi että se pitää vaihtaa. Noita erikoislankoja voi tulostella teräksisellä suuttimella ja löytyypä rubiini-suutinkin. Suuttimen vaihto on muutaman minuutin operaatio, youtubesta löytyy ohjevideoita miten tehdä se oikein.
Kaikki muovit haisee jonkun verran, mutta PLA vain sen verran että perhe mutisee vain ensimmäisinä päivinä ja sen jälkeen tuskin huomaavat mitään. Ender 3:ssä huono puoli on että elektroniikka on kiinni itse rungossa, joten kotelon sisällä lämpötila olisi hyvä pitää alle 50 asteen. PETG haisee aavistuksen enemmän kuin PLA.Tulostin tulisi olohuoneeseen ja kotelon yhteyteen laitan aktiivihiilisuodattimen mallia tee-se-itse. Mahtaako soveltua olohuoneeseen vai aiheuttaako pahaakin hajuhaittaa joka tapauksessa? ABS ainakin haisee, entä muut muovit?
Kysy ihmeessä jos/kun tulee outoja juttuja vastaan, sen takia tämä ketju täällä on!Jonkun verran on tullut katsottua videoita aiheen tiimoilta ja tämä ketju kanssa luettu joskus läpi, mutta kaikkea en varmasti ole ymmärtänyt.
...ainiin ja sitten se tärkein vinkki: Älä tilaa tulostinta Gearbestiltä! Joko suoraan Crealityltä (omat nettisivut tai heidän AliExpress kauppa) tai Banggoodista. Ja jos saat 2 viikkoa nopeamman toimituksen alle 5 eurolla, ota se.
Viimeksi muokattu:
- Liittynyt
- 08.11.2016
- Viestejä
- 1 271
Entä omien tulosteiden mallinnus. CAD piirrustus jotenkuten hallussa autocadin ohjelmilla, mutta pitääkö nuo vielä käsitellä jotenkin ennen kuin ovat tulostettavissa? Ainakin tukirakenteet ja muut pitäisi lisätä jos niitä tarvitsee.
Pääsääntöisesti slicerit osaa lisätä tarvittavat tukirakenteet. Muuten kannattaa miettiä että miten päin tulostaa, kun mallintaa osaa.
- Liittynyt
- 16.10.2016
- Viestejä
- 416
Kiitoksia vastauksista, selvensi kummasti asiaa!
Koitetaan tuo päivittely pitää hillittynä ja opetella ensin käyttö varmaksi.
Materiaaleihin pitää tutustua vielä paremmin, mutta hyvä jos ABS:lle löytyy korvaajia. Osia tulisi tulosteltua jonkin verran ulkokäyttöön. Polkupyörään ja vanhaan asuntoautoon ainakin. Mahdollisesti myös rc-vehkeisiinkin.
Löysin euroopasta lähetettävän tulostimen, hintaakin jää postien kanssa 204 €. https://smartie.store/shop/creality-3d-ender-3-3d-printer-220-x-220-x-250mm/
Tulostimen kanssa varmaan pari rullaa PLA:ta niin pääsee alkuun.
Pro mallikin löytyisi ~245 € posteineen. Mitä asiaa miettinyt, niin en tiedä olisiko nuo päivitykset kovinkaan tarpeellisia virtalähdettä lukuunottamatta.
Koitetaan tuo päivittely pitää hillittynä ja opetella ensin käyttö varmaksi.
Materiaaleihin pitää tutustua vielä paremmin, mutta hyvä jos ABS:lle löytyy korvaajia. Osia tulisi tulosteltua jonkin verran ulkokäyttöön. Polkupyörään ja vanhaan asuntoautoon ainakin. Mahdollisesti myös rc-vehkeisiinkin.
Löysin euroopasta lähetettävän tulostimen, hintaakin jää postien kanssa 204 €. https://smartie.store/shop/creality-3d-ender-3-3d-printer-220-x-220-x-250mm/
Tulostimen kanssa varmaan pari rullaa PLA:ta niin pääsee alkuun.
Pro mallikin löytyisi ~245 € posteineen. Mitä asiaa miettinyt, niin en tiedä olisiko nuo päivitykset kovinkaan tarpeellisia virtalähdettä lukuunottamatta.
Noi Pro-mallin päivitykset eivät ole välttämättä sitä mistä kannattaa ylimääräistä maksaa. Magneettinen peti kyllä voi joillekin olla erittäin tärkeä ominaisuus, mutta Crealityn tulostimia on vaivannut pedin epätasaisuus ja niihin suositellaankin ostamaan Ikeasta muutamalla eurolla peililasit alkuperäisen päälle. Magneettisen pedin ongelmana on myös se, että pedin lämpötilaa ei voi nostaa yli 70 asteen, tai magneettisuus katoaa. En tarkalleen tiedä mitä tarkoittaa parannettu extruder, mutta tässä kohtaa Ender 3 on jo täysin riittävä. Meanwellin virtalähde toki on iso parannus, mutta alkuperäinenkään virtalähde ei ole kauhistus. Paksumpi Y-runko on aina mukava, mutta oikein koottuna tulostin on jo riittävän vakaa muutenkin. Jos nyt pitäisi itselle tilata uusi Ender 3, en ottaisi Pro-mallia, mutta ei tuo hinta mikään ryöstäkään siitä ole.
Tuosta kaupasta ei ole kokemuksia, enkä ole lukenut negatiivisia tarinoita.
Tuosta kaupasta ei ole kokemuksia, enkä ole lukenut negatiivisia tarinoita.
- Liittynyt
- 01.02.2017
- Viestejä
- 70
Itse tilasin tuosta:Kiitoksia vastauksista, selvensi kummasti asiaa!
Koitetaan tuo päivittely pitää hillittynä ja opetella ensin käyttö varmaksi.
Materiaaleihin pitää tutustua vielä paremmin, mutta hyvä jos ABS:lle löytyy korvaajia. Osia tulisi tulosteltua jonkin verran ulkokäyttöön. Polkupyörään ja vanhaan asuntoautoon ainakin. Mahdollisesti myös rc-vehkeisiinkin.
Löysin euroopasta lähetettävän tulostimen, hintaakin jää postien kanssa 204 €. https://smartie.store/shop/creality-3d-ender-3-3d-printer-220-x-220-x-250mm/
Tulostimen kanssa varmaan pari rullaa PLA:ta niin pääsee alkuun.
Pro mallikin löytyisi ~245 € posteineen. Mitä asiaa miettinyt, niin en tiedä olisiko nuo päivitykset kovinkaan tarpeellisia virtalähdettä lukuunottamatta.
Creality Ender-3 3D Printer
Tilasin tulostimen ja lasin pedille euroopan varastosta. Tulostin lähetettiin 25.9 ja 1.10 tuli mulle. Lasi tulee ilmeisesti jostain muualta kun tulee eri lähetyksellä, oisko kiina?
- Liittynyt
- 16.10.2016
- Viestejä
- 416
Tuossa pro mallissa houkutti ensin juuri tuo magneettinen peti ja paksumpi y-runko. Kun asiaan vähän tutustui, niin ei ole ilmeisesti ollut ongelmia tuolla pienemmälläkään rungolla. Magneettipedistä kyllä näyttää irtoavan nätisti palikat, mutta tuo lämpötilaraja...
Eilen aamulla pistin tuolta tilaukseen tulostimen ja pari rullaa PLA:ta. PLA on mekiltään 3DFil, tiedä onko mistään kotoisin mutta kokeillaan nyt. Lasi tuohon pedille tulee kyllä hommattua heti kun Ikeaan pääsen, eli ~viikon päästä.
Tulee tänne varmaan esiteltyä kysymyksiä vielä jonkin verran, että alkuun pääsee
Eilen aamulla pistin tuolta tilaukseen tulostimen ja pari rullaa PLA:ta. PLA on mekiltään 3DFil, tiedä onko mistään kotoisin mutta kokeillaan nyt. Lasi tuohon pedille tulee kyllä hommattua heti kun Ikeaan pääsen, eli ~viikon päästä.
Tulee tänne varmaan esiteltyä kysymyksiä vielä jonkin verran, että alkuun pääsee
- Liittynyt
- 01.02.2017
- Viestejä
- 70
Pari päivää olen nyt tulostellut Ender 3:lla ja tuntuu olevan kyllä hyvä vekotin. Ilman kummempia säätöjä hyvälaatuisia tulostuksia. Aikaisempi tulostin ctc prusa i3 ja muistelin että paljon enempi joutui sen kanssa säätämään että sai hyvälaatuisia tulostuksia tulemaan. Tulostimen kasaus oli erittäin helppo, ainut hankaluus oli saada x-akseli suoraan. Siitäkin selvisi säätämällä päissä olevia rullia.
Curasta laitoin cr10 profiili, bed size oikeaksi ja itse tulostus asetuksista muutin vähän Top/bottom thickness ja pattern kohtia.
Thingiversestä löytyy järjetön määrä "päivitysosia" ja niitä tässä on tullut tulosteltua.
Nämä tehty:
Ender 3/Cr-10 Raspberry Pi Case with PiCam Slot by Metalluka
Creality Ender 3 Cable Holder by Bleifuss23
Creality Ender-3 Display Ribbon Cable Clip by gn-jr
Ender 3 Cable Clip by saitrix
Ender 3 pressure fitting fix by Redsalamander
Ender-3 Z-motor spacer / support by Supavitax
Creality Ender 3 board fan guard by Admant77
Ender 3 filament guide by Jonasen
2020 / Ender 3 Filament Guide by Filboyt
CR-10 Fan Mod - Airflow Optimization by Gabriel3DCaster
Parissa tulostuksessa oli lanka jumitellut kun oli palikan sivussa raitaa. Ilmeisesti extruderin vipu ei painanut lankaa tarpeeksi hammasrattaalle. Löysäsin vivun kiinnitysruuvia kun tuntui olevan aika nihkeä liikkumaan.
Kaikinpuolin tuntuu kyllä olevan hintansa arvoinen. Lasilevy vielä matkalla mutta tuo nykyinenkin alusta tuntuu toimivan eikä ole mahdottoman kiero.
EDIT:
Piti vielä mainita että lueskelin jostaa moottoreiden äänekkyydestä niin laitoin x ja y-moottoreille heti alkuunsa vaimentimet kun sellaset jäi edellisestä rakentelusta.
Eli tällaiset:
Nema 17 Stepper Motor Vibration Damper Shock Absorber Pad For 42 Step Motor DE | eBay
Latasin myös bootloaderin ja marlin 1.1.9 heti kortille. Alkuperäisessä firmwaressa on Thermal runaway protection disabloituna.(!?)
Curasta laitoin cr10 profiili, bed size oikeaksi ja itse tulostus asetuksista muutin vähän Top/bottom thickness ja pattern kohtia.
Thingiversestä löytyy järjetön määrä "päivitysosia" ja niitä tässä on tullut tulosteltua.
Nämä tehty:
Ender 3/Cr-10 Raspberry Pi Case with PiCam Slot by Metalluka
Creality Ender 3 Cable Holder by Bleifuss23
Creality Ender-3 Display Ribbon Cable Clip by gn-jr
Ender 3 Cable Clip by saitrix
Ender 3 pressure fitting fix by Redsalamander
Ender-3 Z-motor spacer / support by Supavitax
Creality Ender 3 board fan guard by Admant77
Ender 3 filament guide by Jonasen
2020 / Ender 3 Filament Guide by Filboyt
CR-10 Fan Mod - Airflow Optimization by Gabriel3DCaster
Parissa tulostuksessa oli lanka jumitellut kun oli palikan sivussa raitaa. Ilmeisesti extruderin vipu ei painanut lankaa tarpeeksi hammasrattaalle. Löysäsin vivun kiinnitysruuvia kun tuntui olevan aika nihkeä liikkumaan.
Kaikinpuolin tuntuu kyllä olevan hintansa arvoinen. Lasilevy vielä matkalla mutta tuo nykyinenkin alusta tuntuu toimivan eikä ole mahdottoman kiero.
EDIT:
Piti vielä mainita että lueskelin jostaa moottoreiden äänekkyydestä niin laitoin x ja y-moottoreille heti alkuunsa vaimentimet kun sellaset jäi edellisestä rakentelusta.
Eli tällaiset:
Nema 17 Stepper Motor Vibration Damper Shock Absorber Pad For 42 Step Motor DE | eBay
Latasin myös bootloaderin ja marlin 1.1.9 heti kortille. Alkuperäisessä firmwaressa on Thermal runaway protection disabloituna.(!?)
Viimeksi muokattu:
- Liittynyt
- 01.02.2017
- Viestejä
- 70
Mitä PLA:ta käytät? Itse tilasin nyt yhden rullan testiksi tuota 3dfil (smartiessa ei muuta tarjolla) että pääsee alkuun, mutta täytyy tilata parempi laatusta isompi erä jahka tietää mitä.
Useampi rulla tullut käytettyä tätä:
PLA-muovi Universal 3D-tulostimeen Clas Ohlson - CLAS OHLSON ...
Ollut toimivaa lankaa, helppo hakea kun kauppa lähellä.
3DJake Suomi 3D-tulostus: tulostimet, filamentit & tarvikkeet netistä!
Tuota suosittelen yhdeksi ostospaikaksi. Ilmaset postit yli 80e tilauksille, parhaillaan lisäksi 10e alennuskampanja menossa (tuo kestää 10.10. asti, mutta kannattaa liittyä postituslistalle, kuponkikampanjoita on parin kuukauden välein). Tarvittaessa asiakaspalvelu suomeksi (2 suomalaista töissä), vaikka kauppa sijaitsee Itävallassa. Halvoista matskuista ainakin 3DJaken oma ecoPLA ja bq:n langat on toiminut hyvin, tai jopa erinomaisesti. Fillamentumin extrafillit on sitten ihan priimaa, mutta silti kohtuullisissa hinnoissa (oma suosikki on Fillamentumin Vertigo grey). Lähetyksiin voi valita mukaan myös pienen testikerän. Paketti on kotiovella (joo, lähettipalvelu soittaa ovikelloa) 3-4 päivää tilauksesta. Omaa kokemusta ehkä noin 30 rullan verran.
www.3dprima.com/
Ruotsalainen 3d Prima on myös kohtuullisissa hinnoissa, ilmaiset postit 100e tilauksille. PrimaValuee olen muutaman rullan tulostellu, eikä ole negatiivista sanottavaa...muttei mitään silmiinpistävän hyvääkään. Nopea toimitus myös, vaikka huvittavasti paketit kulkee 5 eri maan kautta.
www.3dprima.com/
Suomalainen kauppa, tätä olen käyttänyt kun löytyy läheltä (Tampereelta) ja Realin PETG nauhat on ollut ihan jees. Jotain tulostimien varaosiakin on joskus tarttunu mukaan.
marwiol.pl
Puolalainen kauppa, josta en ole vielä mitään ostanut koska omat varastot on täynnä, mutta pistin kirjanmerkkeihin kun edulliset hinnat houkutteli. Tästä ketjusta taisin tuon bongata, joten jollain täällä on parempaa kerrottavaa laadusta ja toimitusten toimivuudesta.
eBay / Amazon on tullut tilattua black friday tarjouksista jotain rullia, mutta pääasiallisesti siellä postituskulut nostaa hinnat niin korkeaksi etteivät pysty kilpailemaan eurooppalaisten kanssa.
Tuota suosittelen yhdeksi ostospaikaksi. Ilmaset postit yli 80e tilauksille, parhaillaan lisäksi 10e alennuskampanja menossa (tuo kestää 10.10. asti, mutta kannattaa liittyä postituslistalle, kuponkikampanjoita on parin kuukauden välein). Tarvittaessa asiakaspalvelu suomeksi (2 suomalaista töissä), vaikka kauppa sijaitsee Itävallassa. Halvoista matskuista ainakin 3DJaken oma ecoPLA ja bq:n langat on toiminut hyvin, tai jopa erinomaisesti. Fillamentumin extrafillit on sitten ihan priimaa, mutta silti kohtuullisissa hinnoissa (oma suosikki on Fillamentumin Vertigo grey). Lähetyksiin voi valita mukaan myös pienen testikerän. Paketti on kotiovella (joo, lähettipalvelu soittaa ovikelloa) 3-4 päivää tilauksesta. Omaa kokemusta ehkä noin 30 rullan verran.
www.3dprima.com/
Ruotsalainen 3d Prima on myös kohtuullisissa hinnoissa, ilmaiset postit 100e tilauksille. PrimaValuee olen muutaman rullan tulostellu, eikä ole negatiivista sanottavaa...muttei mitään silmiinpistävän hyvääkään. Nopea toimitus myös, vaikka huvittavasti paketit kulkee 5 eri maan kautta.
www.3dprima.com/
Suomalainen kauppa, tätä olen käyttänyt kun löytyy läheltä (Tampereelta) ja Realin PETG nauhat on ollut ihan jees. Jotain tulostimien varaosiakin on joskus tarttunu mukaan.
marwiol.pl
Puolalainen kauppa, josta en ole vielä mitään ostanut koska omat varastot on täynnä, mutta pistin kirjanmerkkeihin kun edulliset hinnat houkutteli. Tästä ketjusta taisin tuon bongata, joten jollain täällä on parempaa kerrottavaa laadusta ja toimitusten toimivuudesta.
eBay / Amazon on tullut tilattua black friday tarjouksista jotain rullia, mutta pääasiallisesti siellä postituskulut nostaa hinnat niin korkeaksi etteivät pysty kilpailemaan eurooppalaisten kanssa.
Itse olen myös tilannut muutaman kerran 3Djakelta ja homma toimii toella hyvin.
Mulla oli aikaisemmin yksi rulla Fiberlogyn filamenttia ja olin todella tyytyväinen laatuun ja filamentin väriin. Seuraavan tilauksen ajattelin tilata täältä. Drukarki 3D, filamenty, akcesoria, darmowa dostawa, sklep www.3Drukarki.p Perus PLA kelan saa 16 eurolla ja Master Spool refillin 14 eurolla. Lisäksi paikka myy myös Spectrumin filamentteja.
Mulla oli aikaisemmin yksi rulla Fiberlogyn filamenttia ja olin todella tyytyväinen laatuun ja filamentin väriin. Seuraavan tilauksen ajattelin tilata täältä. Drukarki 3D, filamenty, akcesoria, darmowa dostawa, sklep www.3Drukarki.p Perus PLA kelan saa 16 eurolla ja Master Spool refillin 14 eurolla. Lisäksi paikka myy myös Spectrumin filamentteja.
Uutiset
-
Renderöintivuodoissa Samsungin tulevat Galaxy Glasses -älylasit
30.4.2026 22:16
-
Motorola julkaisi lisää moto g -puhelimia – moto g87:ssä 200 megapikselin pääkamera
30.4.2026 19:07
-
Windows Central sai tietoja Microsoftin Windows K2 -projektista
30.4.2026 11:13
-
Motorola julkaisi uuden edge 70 pron neljänä PANTONE-versiona eri materiaalein
30.4.2026 01:34
-
Motorola julkaisi razr 70 -malliston – ultra-mallissa LOFIC-pääkamera
30.4.2026 00:42
Uusimmat viestit
-
PC, PlayStation, XBOX & Nintendo - yhteinen väittelyketju
- Viimeisin: pixelpeeper
-

-
-

-
