-
PikanavigaatioAjankohtaista io-tech.fi uutiset Uutisia lyhyesti Muu uutiskeskustelu io-tech.fi artikkelit io-techin Youtube-videot Palaute, tiedotukset ja arvonnat
Tietotekniikka Prosessorit, ylikellotus, emolevyt ja muistit Näytönohjaimet Tallennus Kotelot ja virtalähteet Jäähdytys Konepaketit Kannettavat tietokoneet Buildit, setupit, kotelomodifikaatiot & DIY Oheislaitteet ja muut PC-komponentit
Tekniikkakeskustelut Ongelmat Yleinen rautakeskustelu Älypuhelimet, tabletit, älykellot ja muu mobiili Viihde-elektroniikka, audio ja kamerat Elektroniikka, rakentelu ja muut DIY-projektit Internet, tietoliikenne ja tietoturva Käyttäjien omat tuotetestit
Softakeskustelut Pelit, PC-pelaaminen ja pelikonsolit Ohjelmointi, pelikehitys ja muu sovelluskehitys Yleinen ohjelmistokeskustelu Testiohjelmat ja -tulokset
Muut keskustelut Autot ja liikenne Urheilu TV- & nettisarjat, elokuvat ja musiikki Ruoka & juoma Koti ja asuminen Yleistä keskustelua Politiikka ja yhteiskunta Hyvät tarjoukset Tekniikkatarjoukset Pelitarjoukset Ruoka- ja taloustarviketarjoukset Muut tarjoukset
Kauppa-alue
Navigation
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Huomio: This feature may not be available in some browsers.
Lisää vaihtoehtoja
Tyylin valinta
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3D-tulostaminen
- Keskustelun aloittaja micko
- Aloitettu
trema
Make ATK Great Again
- Liittynyt
- 19.10.2016
- Viestejä
- 269
Olen hyvin tarkka tulosteiden laadun suhteen, varsinkin jos tulevat jonnekin näkyville. Tuokin mainittu TPU-kappale on pinnanlaadulta virheetön, ja valkoisessa paistaa kauas kaikki virheet.Jos tulostelet anteeksiantavia tulosteita niin et välttämättä huomaa. Yksi TPU rulla oli toiselta puolelta märkä ja puoliksi vähän kuivempi, sen aiheuttamien ongelmien ja viikkokausien säätöjen jälkeen alkoi valaistuminen minulla, että en ole oppinut mitään koska oppimateriaalia ei ole kaikenkarvaiset keskustelut säätämisestä. Se on kuin puhuttaisiin säästä mutta et tiedä asuuko joku Venuksessa vai Marssissa.
Vähän outoa lähteä väittämään yhden tai kahden rullan perusteella, että TPU pilaantuu huoneilmassa minuuteissa. Kuulostaisi että ongelma on silloin jossain muualla. Tuollaiset kategoriset julistukset ilman riittävää kokemusta ja dataa pohjalla ovat juuri sitä teinilasten huutelua.
Netin keskustelut ovat arvokas tiedonlähde, kunhan niihin suhtautuu riittävän varauksella ja sulkee äärihuutelut pois.
Olen hyvin tarkka tulosteiden laadun suhteen, varsinkin jos tulevat jonnekin näkyville. Tuokin mainittu TPU-kappale on pinnanlaadulta virheetön, ja valkoisessa paistaa kauas kaikki virheet.
Vähän outoa lähteä väittämään yhden tai kahden rullan perusteella, että TPU pilaantuu huoneilmassa minuuteissa. Kuulostaisi että ongelma on silloin jossain muualla. Tuollaiset kategoriset julistukset ilman riittävää kokemusta ja dataa pohjalla ovat juuri sitä teinilasten huutelua.
Netin keskustelut ovat arvokas tiedonlähde, kunhan niihin suhtautuu riittävän varauksella ja sulkee äärihuutelut pois.
Tulostelin 30cm korkeita putkia vase modella muutaman vuorokauden viimeisenä projektina. Siis kelalta lights out kappaleita kunnes kela loppuu. Eka kelallinen meni suoraan roskiin, seuraavan kuivasin kun keinot tuntui loppuvan (tämä siis osastoa no kokeillaa ny, tulostuksen aikainen säilytys oli edelleen avokelassa). Siitä noin puolet meni roskiin melko lineaarisesti ajan suhteen ja puhutaan aikajänteestä 24h hyvä -> kelvoton. Esteettisesti ihan ok joskin kiehuntaa alkaa näkymään etenkin lopussa, mutta eivät kestä lainkaan vetoa enää loppuvaiheessa (repeää).
Mutta nyt tarkastelemalla PETG tulosteita huomaan että sama probleema sielläkin oli piilevämpänä ja havaittavissa mm. taivutuskeston puutteena. On hyvä ymmärtää miten sattumanvarainen ja satunnainen tämä ongelma on. "Ei siellä ulkona mikään sademetsä ole"- osaston typerää perusasioiden laiminlyöntiä.
Kaikkiaan voin suoriltaan sanoa tai ainakin vaikeasti debunkattavissa, että jokainen säätö mitä olen tehnyt on pääsääntöisesti vähentänyt mm. massavirtaa ja sen johdosta tämä ongelma menee piiloon puhumattakaan jos käytettävissä on kaikki seinämien tuplaamiset jne kikat. Mutta siis säätämistä täysin vääristä lähtökohdista ja on palattava alkuun. Etsi minulle yksikin pritteri jossa langan syöttö tulee kuivaimesta, ei sellaista ole. Kertoo siitä valmistajista lähtien kaikki ovat aika amatöörejä ja redditin keskustelussa voisi puhella vaikka maitopurkille samalla tavalla viisastuen.
Viimeksi muokattu:
- Liittynyt
- 17.10.2016
- Viestejä
- 1 823
Tulostelin 30cm korkeita putkia vase modella muutaman vuorokauden viimeisenä projektina. Siis kelalta lights out kappaleita kunnes kela loppuu. Eka kelallinen meni suoraan roskiin, seuraavan kuivasin kun keinot tuntui loppuvan (tämä siis osastoa no kokeillaa ny, tulostuksen aikainen säilytys oli edelleen avokelassa). Siitä noin puolet meni roskiin melko lineaarisesti ajan suhteen ja puhutaan aikajänteestä 24h hyvä -> kelvoton. Esteettisesti ihan ok joskin kiehuntaa alkaa näkymään etenkin lopussa, mutta eivät kestä lainkaan vetoa enää loppuvaiheessa (repeää).
Mutta nyt tarkastelemalla PETG tulosteita huomaan että sama probleema sielläkin oli piilevämpänä ja havaittavissa mm. taivutuskeston puutteena. On hyvä ymmärtää miten sattumanvarainen ja satunnainen tämä ongelma on. "Ei siellä ulkona mikään sademetsä ole"- osaston typerää perusasioiden laiminlyöntiä.
Kaikkiaan voin suoriltaan sanoa tai ainakin vaikeasti debunkattavissa, että jokainen säätö mitä olen tehnyt on pääsääntöisesti vähentänyt mm. massavirtaa ja sen johdosta tämä ongelma menee piiloon puhumattakaan jos käytettävissä on kaikki seinämien tuplaamiset jne kikat. Mutta siis säätämistä täysin vääristä lähtökohdista ja on palattava alkuun. Etsi minulle yksikin pritteri jossa langan syöttö tulee kuivaimesta, ei sellaista ole. Kertoo siitä valmistajista lähtien kaikki ovat aika amatöörejä ja redditin keskustelussa voisi puhella vaikka maitopurkille samalla tavalla viisastuen.
En nyt tiedä onks tää puhdasta trollaamista mutta hieman huvittaa nämä kommentit jossa koko 3d-tulostusmarkkina valmistajineen ja harrastajineen on väärässä ja sinä olet ilmeisesti oikeassa alle 100 tulostustunnin kokemuksella

- Liittynyt
- 18.10.2016
- Viestejä
- 2 072
Tähän ehkä sopii tämä pätkä, jossa tulostetaan kirjaimellisesti märällä filamentilla ja vieläpä vedenalla:3D tulostamisessa ikävintä on tiedon virheellisyys ja erilaiset myytit joka rasittaa tälläisen pikkutarkan autistin elämää. Joutuu opettelemaan joka ikisen asian kantapään kautta itse ja tekstit netissä ovat 99% viikkorahoilla elävien teinilasten hourailua. Nyt kun olen näiden lasten kehittämässä hallusinaatiossa edennyt perse edellä viimeiseen vaiheeseen olen uskoakseni viimeinkin ohittanut ensimmäisen virstapylvään (eli siis toteutuneena viimeisen).
Filamentin kuivaus. Jo ennen printterin ostoa on ostettava ensimmäiset filamentit ja niiden kuivaimet. Tiesitkö että filamentit kastellaan tehtaalla? Tiesitkö että uudessa vakuumipakkauksessa oleva silica gel pakkaus on lähinnä homeenestoa varten?
1. Uusi paketista otettu filamentti kuivataan uunissa aina. Kuivaus ottaa muutaman vuorokauden, sitä ennen et siis voi lankaasi käyttää. Tämän aikajakson ja lämpötilavakaudenkin johdosta et voi käyttää äidin uunia vaan ostat siihen tarkoitukseen tehdyn turvallisen tuotteen Suomesta (ei siis mitään sienikuivainta tai aliexpress murhalaitetta).
1b. Pari kuivainta on vielä parempi, koska tarvitset kohdassa 4 melko varmasti toisen niistä muuhun tarkoitukseen.
2. Filamenttia säilytetään TIIVISTEELLISESSÄ lokerossa jossa on pohjalla pari kiloa silica gel papanaa. Filamentti on laitettava sinne heti kuumana uunista, koska langan reaktiivisuus on korkeimmillaan kuumana. Silica gel ei ole taikamateriaalia, jos se on avoinna ympäristöön vaikkapa kansi auki kun äiti huutaa syömään, luoja vain tietää kuinka nopeasti se on pilalla.
3. Tämä papana on varmasti kuivattava uudelleen ja uudelleen korkeassa lämpötilassa tietyin väliajoin huolellisestikin käytettynä, mutta tämä lasten kehittämä teollisuuden ala ei ole vielä siitä tiedä mitään, joten arvelisin että 1 vuoden välein. Tai sitten ostaa uudet papanat.
4. Kun otat langan käyttöön, sitä on syötettävä joko uunista (Sunlu S2) tai sitten erillisestä lokerosta jossa on runsaasti toimintakykyistä silica gel papanaa pohjalla.
4b. Tietyt materiaalit kuten TPU vettyy muutamassa minuutissa ilmankosteudesta. Ota huomioon keskeytysten välissä langan pätkä joka on ulkona kuivaimestasi, se on pilalla.
Ilman näitä konsteja törmäät mitä mielikuvituksellisimpiin ongelmiin tulosteidesi kanssa ja alat jahtaamaan muiden printtailijoiden kanssa reaktiivisia kangastuksia kuin Pavlovin koira. Tietenkin jos tekee vain jotain örkkifiguureita asialla ei ole välttämättä väliä.

En nyt tiedä onks tää puhdasta trollaamista mutta hieman huvittaa nämä kommentit jossa koko 3d-tulostusmarkkina valmistajineen ja harrastajineen on väärässä ja sinä olet ilmeisesti oikeassa alle 100 tulostustunnin kokemuksella
Montako tuntia minun pitää siis tulostaa että pääsen tiedon äärelle? Kerrotko omasta filamentin kuivaussetupistasi? Selvästi törkkäsin nyt ampiaispesään, mutta hirveän vähän sisältöä on viesteissä. Itse kerroin jo aika tarkkaan melko yksiselitteisen havainnon, olisi varmaan pitänyt tehdä tubevideo hauskalla musiikilla.
Tutkiskelin markkinoiden tarjonnan huvikseen ja heti kun siirtyy ammattilaiskoneisiin niissä vaikuttaa olevan vähintään materiaalinkuivain sisäänrakennettuna. Sellaista voisi odottaa noista parin tonnin vehkeistä jo kun on aika oleellinen asia kyseessä.
Viimeksi muokattu:
- Liittynyt
- 10.03.2017
- Viestejä
- 226
Kaikkiaan voin suoriltaan sanoa tai ainakin vaikeasti debunkattavissa, että jokainen säätö mitä olen tehnyt on pääsääntöisesti vähentänyt mm. massavirtaa ja sen johdosta tämä ongelma menee piiloon puhumattakaan jos käytettävissä on kaikki seinämien tuplaamiset jne kikat. Mutta siis säätämistä täysin vääristä lähtökohdista ja on palattava alkuun. Etsi minulle yksikin pritteri jossa langan syöttö tulee kuivaimesta, ei sellaista ole. Kertoo siitä valmistajista lähtien kaikki ovat aika amatöörejä ja redditin keskustelussa voisi puhella vaikka maitopurkille samalla tavalla viisastuen.
Onhan noita kuivatus bokseja tullut moneltarkin merkiltä. Ja monessa otettu huomioon juuri se suoraan printtaaminen kuivurista.
Sunlu
Kyllä tuo filamentin kuivatuksen tärkeys riippuu ihan mihin käyttötarpeeseen tulostus on tulossa tai minkälaatuinen materiaali on.
Onhan noita kuivatus bokseja tullut moneltarkin merkiltä. Ja monessa otettu huomioon juuri se suoraan printtaaminen kuivurista.
Sunlu
Kyllä tuo filamentin kuivatuksen tärkeys riippuu ihan mihin käyttötarpeeseen tulostus on tulossa tai minkälaatuinen materiaali on.
Kyllä tuon S2 kävin koppaamassa clasun hyllyltä ja hintaansa nähden erinomainen, viimeistellyn oloinen. Ostin Puuilosta tuota kalsiumkloridia joka on kertakäyttöistä kuivausraetta, se vaikuttaa keskustelujen perusteella olevan hyvinkin agressiivinen kuivausaine. Unohdin ostaa kosteusmittarin joten en vielä tiedä kykeneekö se 0% tasoihin kuten esim. "activated alumina"-tavaralla pääsisi.
- Liittynyt
- 17.10.2016
- Viestejä
- 1 823
Montako tuntia minun pitää siis tulostaa että pääsen tiedon äärelle? Kerrotko omasta filamentin kuivaussetupistasi? Selvästi törkkäsin nyt ampiaispesään, mutta hirveän vähän sisältöä on viesteissä. Itse kerroin jo aika tarkkaan melko yksiselitteisen havainnon, olisi varmaan pitänyt tehdä tubevideo hauskalla musiikilla.
Kommentoin vain sun viestisi sisältöä, joka aiheutti hieman tahattoman repeämisen. Etkä varsinaisesti törkännyt ampiaispesään vaan ulostulo oli laadullisesti ja sisällöllisesti vaan niin onnettoman surkea että herättää vähän väkisin vastareaktioita. Tulit sisään kovin provokatiivisella sisääntulolla, joka esitti niin kuin tulostaminen ilman kuivatusta olisi mahdotonta ja kaikki asian ympärillä harrastavat ovat idiootteja, valmistajatkin ihan vittuillakseen uittavat filamentteja ja muuten silica geeleilläkään ei tee mitään vaikka ne on de facto käytössä kaikilla. Käytännössä kaikki muut kuin sinä on ilmeisesti tulostanut jostain syystä ongelmitta viimeset 20v tehden kaiken väärin. Samalla et edes maininnut ensimmäisessä viestissä mistä materiaalista nyt edes puhutaan, joka on kuitenkin aika merkittävä tekijä kuivatustarpeessa. Kyllähän kuivatustarve nyt on ihan peruskauraa haastavimmilla materiaaleilla mutta esim. PLA:n kanssa pärjää kyllä ihan hyvin ilmankin. Kaikki toki riippuu myös siitä mihin tarpeeseen tulostaa ja pitääkö puristaa se viimeinen promillekin laadusta pihalle.
Kommentoin vain sun viestisi sisältöä, joka aiheutti hieman tahattoman repeämisen. Etkä varsinaisesti törkännyt ampiaispesään vaan ulostulo oli laadullisesti ja sisällöllisesti vaan niin onnettoman surkea että herättää vähän väkisin vastareaktioita. Tulit sisään kovin provokatiivisella sisääntulolla, joka esitti niin kuin tulostaminen ilman kuivatusta olisi mahdotonta ja kaikki asian ympärillä harrastavat ovat idiootteja, valmistajatkin ihan vittuillakseen uittavat filamentteja ja muuten silica geeleilläkään ei tee mitään vaikka ne on de facto käytössä kaikilla. Käytännössä kaikki muut kuin sinä on ilmeisesti tulostanut jostain syystä ongelmitta viimeset 20v tehden kaiken väärin. Samalla et edes maininnut ensimmäisessä viestissä mistä materiaalista nyt edes puhutaan, joka on kuitenkin aika merkittävä tekijä kuivatustarpeessa. Kyllähän kuivatustarve nyt on ihan peruskauraa haastavimmilla materiaaleilla mutta esim. PLA:n kanssa pärjää kyllä ihan hyvin ilmankin. Kaikki toki riippuu myös siitä mihin tarpeeseen tulostaa ja pitääkö puristaa se viimeinen promillekin laadusta pihalle.
Niissä paketeissa pitäisi lukea isolla, että kuivaa ennen käyttöä.
Mutta Bambulabilta löytyi todella hyvä wiki tähän asiaan. Tarkka taulukko kaikilla tiedoilla eri materiaaleille.
Filament Drying Recommendations
Heidän mukaansa 20% kosteudessa käyttökelpoisuus on muutama päivä ja sen yläpuolella 2-12 tuntia. Eli suomen olosuhteissa aina ja melko varmasti huomioni TPU kanssa minuuttitason vaikutuksesta ei ollut väärä. Tuolla kopissa missä tulostimeni on ei alle 50% sisäilman kosteus ole ikinä. Myöskin tästä päästään siihen että kosteustaso säilytyksessä olisi oltava hyvinkin alhainen jos asia kiinnostaa lainkaan, riittääkö Silica Gelin ominaisuudet?
- Liittynyt
- 17.10.2016
- Viestejä
- 1 823
Niissä paketeissa pitäisi lukea isolla, että kuivaa ennen käyttöä.
Mutta Bambulabilta löytyi todella hyvä wiki tähän asiaan. Tarkka taulukko kaikilla tiedoilla eri materiaaleille.
Filament Drying Recommendations
wiki.bambulab.com
Heidän mukaansa 20% kosteudessa käyttökelpoisuus on muutama päivä ja sen yläpuolella 2-12 tuntia. Eli suomen olosuhteissa aina ja melko varmasti huomioni TPU kanssa minuuttitason vaikutuksesta ei ollut väärä. Tuolla kopissa missä tulostimeni on ei alle 50% sisäilman kosteus ole ikinä. Myöskin tästä päästään siihen että kosteustaso säilytyksessä olisi oltava hyvinkin alhainen jos asia kiinnostaa lainkaan, riittääkö Silica Gelin ominaisuudet?
Noh kuten tuollakin todetaan niin neljälle yleisimmälle tulostusmateriaalille ennakkokuivatusta vain suositellaan ei vaadita. Tulostus suoraan kuivatusastiastakin on samoille filamenteille valinnaista. Lisäksi käyttökelpoisuuden loppuminen ja lause "can start to absorb moisture and experience reduced print quality within approximately 2 to 12 hours." ovat kaksi kovin eri asiaa. Tuossakin pitää huomioida että toi lause puhuu geneerisesti yleistäen kaikista materiaaleista eli todellisesti pahimman skenaarion mukaan. Ja jos nyt haluaa mennä best practicellä niin senku säilyttää jossain suljetussa astiassa muutaman kirotun silica gelin rasian tai pussin kanssa niin pääsee jo pitkälle.
Pitää paikkansa että kalsiumkloridi imee ilmasta vettä, aina niin pitkälle että kyseinen aine muuttuu aikaa myöden imemänsä veden johdosta juoksevaksi vesiliuokseksi. Tämän kyvyn vuoksi voidaan käyttää kesäisin hiekkateiden kesäisen pölyämisen estämiseksi.Ostin Puuilosta tuota kalsiumkloridia joka on kertakäyttöistä kuivausraetta, se vaikuttaa keskustelujen perusteella olevan hyvinkin agressiivinen kuivausaine.
Aineella myös se ominaisuus että tuoreeltaan paketista käyttöön otettaessa jauhautunutta osuutta pölisee ympäristöönsä, varsinkin jos on tuulettimen ilmavirtaa aikeissa kohdistaa.
Tuota pölyä tulee päätymään käytännössä varmasti myös lankoihin kuivaimessa ja niistä langoista tulostimen suuttimeen. Aine aiheuttaa korroosiota metallipinnoilla, ja imee myös sinne vettä ilmasta. Suuttimen kannalta tuo aine ei siis ole hyväksi. Riippuu sitten siitä miten huolellisesti sitä käsittelee jne, että saako ilmiön minimoitua merkityksettömäksi vai ei.
En voi kyllä suositella tuon aineen käyttöä lankojen kuivaamiseen edes vaikka tietäisi mitä on tekemässä.
Noh kuten tuollakin todetaan niin neljälle yleisimmälle tulostusmateriaalille ennakkokuivatusta vain suositellaan ei vaadita. Tulostus suoraan kuivatusastiastakin on samoille filamenteille valinnaista. Lisäksi käyttökelpoisuuden loppuminen ja lause "can start to absorb moisture and experience reduced print quality within approximately 2 to 12 hours." ovat kaksi kovin eri asiaa. Tuossakin pitää huomioida että toi lause puhuu geneerisesti yleistäen kaikista materiaaleista eli todellisesti pahimman skenaarion mukaan. Ja jos nyt haluaa mennä best practicellä niin senku säilyttää jossain suljetussa astiassa muutaman kirotun silica gelin rasian tai pussin kanssa niin pääsee jo pitkälle.
Hakkaan tätä kuollutta hevosta vähän lisää vielä myöhemmin testaamalla tuota PETG muovia ohuilla seinämillä. Nimittäin nyt on liki 100% kosteus ja kuivari ei pääse alle 35% 2 vuorokauden työllä. Pystyn jo tuolla tasolla nostamaan tulostuslämpötilan 240 joka oli ennen mahdotonta kuplimisen vuoksi. Mikrokuplia edelleen näkyy.
Mollier kuvaajan perusteella absoluuttinen minimi hyvin pitkällä kuivatusajalla olisi 20% / 70C uunissa, kun ympäristö on 20C / 100%. Siirsin kuivaimen tuonne kuivausboksin sisään koska tämä ei ole riittävän hyvä -> Vaikutus oli melko välitön ja uunin sisällä on nyt 15% joka mahdollistaa varmasti spekseihin pääsemisen. Ikävästi Smartdy store laatikko räjähti paskaksi kun siihen porasi yhden pikku reiän johdolle, ihme tavaraa.
Kiitos tiedosta tuosta kalsiumkloridista, tosiaan vaikuttaa olevan pölyävää eli pusseja ei kannata avata (ne on tarkoitus käyttää pussien sisällä, mutta kaikkea pitää tietenkin modata äärimmilleen). Yritän etsiä sitä alumina kikkaretta.
Viimeksi muokattu:
Morjesta, mistä tilailette filamenttia? Onko kokemuksia geekbuyingista, sieltä sais edukasta filamenttia näköjään.
10kg filamenttia + crealityn kuivuri lähtis 145eurolla. Creality Space Pi Filament Dryer 10kg Ender-PLA
10kg filamenttia + crealityn kuivuri lähtis 145eurolla. Creality Space Pi Filament Dryer 10kg Ender-PLA
- Liittynyt
- 17.10.2016
- Viestejä
- 25 830
Morjesta, mistä tilailette filamenttia? Onko kokemuksia geekbuyingista, sieltä sais edukasta filamenttia näköjään.
10kg filamenttia + crealityn kuivuri lähtis 145eurolla. Creality Space Pi Filament Dryer 10kg Ender-PLA
Luotettava firma, mutta kiinalainen. Sieltä voi kestää, mutta aina on tullut, mitä tilattu. Tilasin uusimman Enderini tuolta ja tuli ok ja oli uusi ja alkuperäinen. Lähetys ei ollut aikataulussaan, ja siitä sain pahoittelut, mutta en mitään korvausta..
Sitten tilauksen muokkaamisessa, peruutuksessa ja muussa voi olla ongelmia, enkä takuuasioissakaan olisi kovin luottavainen. Mutta jos näissä säästää rahaa, niin voi ottaa riskejä.
Luotettava firma, mutta kiinalainen. Sieltä voi kestää, mutta aina on tullut, mitä tilattu. Tilasin uusimman Enderini tuolta ja tuli ok ja oli uusi ja alkuperäinen. Lähetys ei ollut aikataulussaan, ja siitä sain pahoittelut, mutta en mitään korvausta..
Sitten tilauksen muokkaamisessa, peruutuksessa ja muussa voi olla ongelmia, enkä takuuasioissakaan olisi kovin luottavainen. Mutta jos näissä säästää rahaa, niin voi ottaa riskejä.
Jees, pistän siis ainakin filamenttia tulemaan. Onko suosituksia/tarvitseeko tuota filamentti kuivuria tälläinen peruspertti?
Riippuu siitä mitä filamentteja aiot tulostaa. Itse pärjäsin perus PLAn tulostuksessa pari vuotta ilman kuivuria ja aika vähän PLAta tulee nykyäänkään kuivattua vaikka kuivuri löytyy. En ole huomannut merkittävää eroa. PETG vähän 50/50 tarviiko, jos enemmän tulostaa niin ehkä investoinnin arvoista. TPU sitten omalla kohdalla vaati kuivauksen ennen kuin sai järkevästi tulostumaan. Monet eksoottisemmat materiaalit taitaa sit jo oletuksena vaatia kuivauksen.Jees, pistän siis ainakin filamenttia tulemaan. Onko suosituksia/tarvitseeko tuota filamentti kuivuria tälläinen peruspertti?
Riippuu siitä mitä filamentteja aiot tulostaa. Itse pärjäsin perus PLAn tulostuksessa pari vuotta ilman kuivuria ja aika vähän PLAta tulee nykyäänkään kuivattua vaikka kuivuri löytyy. En ole huomannut merkittävää eroa. PETG vähän 50/50 tarviiko, jos enemmän tulostaa niin ehkä investoinnin arvoista. TPU sitten omalla kohdalla vaati kuivauksen ennen kuin sai järkevästi tulostumaan. Monet eksoottisemmat materiaalit taitaa sit jo oletuksena vaatia kuivauksen.
Nykyisen proton jälkeen rakentelen pysyvään käyttöön seuraavan kuvan mukaisen setupin.
Iso laatikko helposti käytettävällä kannella (Puuilon qbrick esim) 60€. Tässä laatikossa on mukana muokattavat väliseinät joka on kiva.
2x Sunlu S2 joka lienee edullisin kosteusnäytöllä ja ajastimella varustettu noin 2x80€
Roikat, kosteusmittari, kuivausaine, tuulettimet ym 80€
Yhteensä 300€
Täysin kuivaamaton PETG oli tulostuksen jälkeisessä taivutuksessa hauras ja tulostus oli mahdollista vain lämpötilarajojen alapäässä. Visuaalisia eroja en enää huomannut pöytäkuivatus vs. laatikkokuivatuksen välillä joskin voi olla varma siitä että jäännöskosteus on haitaksi. Fysiikan lakien mukaan sitoutuneen kosteuden poistoon tarvitaan lämpöenergiaa, matala ympäristön kastepiste, aikaa ja ilmavirtaa.
Liitteet

Viimeksi muokattu:
Kuvassa näkyy 30C (laatikon seinällä) ja 65C (rullan kyljessä) ... oliko jompikumpi tarkoitettu kuivauslämmöksi, vai mihin niillä viitataan?Nykyisen proton jälkeen rakentelen pysyvään käyttöön seuraavan kuvan mukaisen setupin.
Kuvassa näkyy 30C (laatikon seinällä) ja 65C (rullan kyljessä) ... oliko jompikumpi tarkoitettu kuivauslämmöksi, vai mihin niillä viitataan?
Mittari on laatikon sisällä ja se lämpenee sunlun hukkalämmöstä jonkin verran, tietenkin mallinsin tämän tuohon CAD piirrokseen..
") . Sunlu laatikossa on varsinainen kuivainlaite, laatikko on kuivanapito/kosteuden sitoja. Mutta tämä järjestely mahdollistaa tosiasiassa kuivaamisen hyvin alhaiseen kosteusprosenttiin, joka ei ole mahdollista laatikon ulkopuolella pelkällä kuivarilla ainakaan juuri nyt.
. Sunlu laatikossa on varsinainen kuivainlaite, laatikko on kuivanapito/kosteuden sitoja. Mutta tämä järjestely mahdollistaa tosiasiassa kuivaamisen hyvin alhaiseen kosteusprosenttiin, joka ei ole mahdollista laatikon ulkopuolella pelkällä kuivarilla ainakaan juuri nyt.Laatikon ulkopuolisen käyttöjärjestelyn voi tehdä miten lystää, uskoisin että passiivinen pieni kosteuspapanakotelo on ihan yhtä hyvä joskaan ei älyttömästi edullisempi.
Viimeksi muokattu:
Starglazer
Tukijäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 3 840
Sama täällä, A1 Mini nyt tulossa. Vielä ei ole mitään hajua mitä tulostaisi
- Liittynyt
- 17.10.2016
- Viestejä
- 10 894
Sama täällä, A1 Mini nyt tulossa. Vielä ei ole mitään hajua mitä tulostaisi
Itse en ole niitä "testiveneitä" jaksanut tulostella joten olen aina kun uuden (värin) kelan avaan tulostanut kirjahyllyyn Kelttiläisen puun kirjantuen muodossa:
Celtic tree book support, bookend by McKwad
This is a beautiful bookend support designed from a celtic tree drawing.
 www.thingiverse.com
www.thingiverse.com
Ajatuksena että on ainakin jotain hyödyllistä ja kyllä ne pahimmat virheet huomaa jos niitä on tuossakin, kun tarpeeksi pikkuosia jne. vaikke ihan testaamiseen olekaan tarkoitettu.
Asun Tampereella. Tiedostot ovat olemassa ja löytyvät täältä. Jos tulostumista joutuu odottelemaan tunteja, niin kirjastot lienevät pois laskuista.
Saitko tälle jo jonkun tulostelemaan?
Edit: jos tarve on vielä niin laita vaikka privaviestiä niin hoidellaan palat alta pois ja projektit eteenpäin
Yksi miinus mikä on tosta bambun p1s sanottava on käyttöönoton helppous. Sehän ei oikeasti ole huono asia mutta kun laite tuli samaan tyyliin kasattuna kuin pesukone että muutama kuljetusruuvi irti ja kone tulille, niin esim toi suodatin/poistoilma hommeli on sellanen mistä mulla ei ole mitään hajua
Eli jos joku viitsis vähän valaista (toki voisin ja varmasti neuvojen saattelemana aionkin tutkia asiaa syvemmin), onko tuolla siis joku aktiivihiili säiliö ja pitääkö sitä aktiivihiiltä alkaa jo valmiiks tilailla lisää ja kuinka paljon ja mistä?
Jotain bento box malleja näin jokin aika sitten mutta ei niistäkään ole (vielä) hajua että mihin se tonne tulis vai onko se edes tohon p1s ajatellen tehty
Eli jos joku viitsis vähän valaista (toki voisin ja varmasti neuvojen saattelemana aionkin tutkia asiaa syvemmin), onko tuolla siis joku aktiivihiili säiliö ja pitääkö sitä aktiivihiiltä alkaa jo valmiiks tilailla lisää ja kuinka paljon ja mistä?
Jotain bento box malleja näin jokin aika sitten mutta ei niistäkään ole (vielä) hajua että mihin se tonne tulis vai onko se edes tohon p1s ajatellen tehty
- Liittynyt
- 11.11.2016
- Viestejä
- 1 559
Replace the Bambu Activated Carbon Air Filter
This guide shows how to remove and install theActivated Carbon Air Filter for the X1 Series and P1S.
 wiki.bambulab.com
wiki.bambulab.com
Filttereitä saa bambu storesta, ehkä sopivia jostain muualtakin..

Bambu Activated Carbon Air Filter
Melt extrusion printers will generate VOCs while printing because the heating temperature of ABS, PC, PA and other materials is relatively high, resulting in more VOCs. Materials such as PLA with lower melting points produce much fewer VOCs during printing.
 eu.store.bambulab.com
eu.store.bambulab.com
Viimeksi muokattu:
- Liittynyt
- 10.12.2020
- Viestejä
- 623
Ei sentään 60h vaan 1440h eli 60 pv välein.60h välein suodattimen vaihtoa neuvottu
Otetaan nyt kans vähän kantaa noihin materiaalien kuivatteluihin. PLAta ei ole ikinä tarvinnut kuivattaa, PETG en ole ikinä kuivannut, TPUn olen kuivannut vaikka on ollut suoraan paketista.
PLA ja PETG tulee käytettyä suhteellisen nopeasti, kun uusi rulla tulee korkattua. Toki AMSn sisällä saattavat jotkin rullat olla pidemmänkin aikaa (AMS on omat rakeensa, joita en ole vaihtanut koko omistamisen aikana eli tuskin kovin tehokkaat enää). Olisikohan joskus aikanaan Enderin kanssa ollut ongelmia PETGin kanssa liittyen materiaalin kosteutuun, kun oli seissyt 3kk tulostimisessa.
Materiaalit säilytän alkuperäisissä avaamattomina alkuperäisissä pusseissaan huoneenlämmössä sisällä, avattuina ilman pusseja (olisi parempi hankkia edes minigrip) huoneenlämmössä ja tulostaessa huoneenlämmössä sisällä.
- Liittynyt
- 11.11.2016
- Viestejä
- 1 559
Amslle aika halpa donotiitti ryynien vaihto. Motonetissa on niitä kuivatuspusseja autoon oliko jotain 6e se pienempi. Tulostin eteen pari rasiaa ja niihin missä on ne mukana tulevat pussukat omat rasiat. Pussista riittää arviolta 2 kierrosta. (Eka vasta menossa)
Xiaomin bt mittarin mukaan uutena ne omat pussukat (2kpl) kosteus n. 30-33%
Vaihdettuna tulostettuihin 20-22%.
En ole myöskään ikinä kuivattanut mitää ja hyvin on toimineet.säilytän kyllä umpinaisessa laatikossa.
Yksi rulla plata tuli aikoinaan wanhao duplicatorin mukana, oli niin epäkelpo väri ja pieni rulla niin säilityn huoneilmassa, tästä on nyt 7v sen hankkimisesta. Niin vieläkin tuntuu ehjältä. Olen välillä jotain protoja silä tulostanut ja on toiminut
Xiaomin bt mittarin mukaan uutena ne omat pussukat (2kpl) kosteus n. 30-33%
Vaihdettuna tulostettuihin 20-22%.
En ole myöskään ikinä kuivattanut mitää ja hyvin on toimineet.säilytän kyllä umpinaisessa laatikossa.
Yksi rulla plata tuli aikoinaan wanhao duplicatorin mukana, oli niin epäkelpo väri ja pieni rulla niin säilityn huoneilmassa, tästä on nyt 7v sen hankkimisesta. Niin vieläkin tuntuu ehjältä. Olen välillä jotain protoja silä tulostanut ja on toiminut
- Liittynyt
- 10.12.2020
- Viestejä
- 623
Illalla laitoin TPUn suoraan paketista tulostumaan. Raksui ja poksui hieman. Värinä läpinäkyvä sininen ja oli niin kuplinutta, että väri ole enemmän vaaleansininen. Tulostus seis ja yöksi kuivumaan.
Aamulla uusiksi ja näytti tulostuvan samalla värillä kuin rullalla. Tulostimeen tullut päivitys, jota en vielä ajanut niin en näe bambun sovelluksesta töistä, että miten tulostuu 14h printti. Töiden jälkeen näkee sitten, kun pääsee takaisin.
Aamulla uusiksi ja näytti tulostuvan samalla värillä kuin rullalla. Tulostimeen tullut päivitys, jota en vielä ajanut niin en näe bambun sovelluksesta töistä, että miten tulostuu 14h printti. Töiden jälkeen näkee sitten, kun pääsee takaisin.
Illalla laitoin TPUn suoraan paketista tulostumaan. Raksui ja poksui hieman. Värinä läpinäkyvä sininen ja oli niin kuplinutta, että väri ole enemmän vaaleansininen. Tulostus seis ja yöksi kuivumaan.
Aamulla uusiksi ja näytti tulostuvan samalla värillä kuin rullalla. Tulostimeen tullut päivitys, jota en vielä ajanut niin en näe bambun sovelluksesta töistä, että miten tulostuu 14h printti. Töiden jälkeen näkee sitten, kun pääsee takaisin.
Samalla lailla ne taidetaan kaikki valmistaa eli lanka ajetaan vesiastian läpi ennen kelaamista ja vietänee peltihallin nurkkaan muutamaksi kuukaudeksi valumaan. Tässä taitaa olla siis erona lähinnä mikä materiaali sitoo nopeiten ja eniten vettä painossa, sekä mikä oli Shenzhenissä ilmankosteus paketointipäivänä joka vastaa siis loppukuivauksen astetta. Myöskin lämpötilan nosto haittaa eli kuumana tulostettavat langat ovat ongelmallisempia.
Tuubin testailuissa on sellainen fundamentaalinen ongelma, että kukaan ei toimita labraan lankoja vaan olettaa painon putoamisen tasaantuessa ,että kuivaus on saavuttanut tehokkaan lopputuloksen. Sitä kannattaisi jatkaa vaikkapa tyhjiöuunissa, jotta saisi kunnon verrokin. Pahus kun itsellä oli iso haponkestävä tyhjiökammio, vaan annoin sen jollekin pontikkapannuksi vuosia sitten.
ps. Löysin noin vuosi sitten "kiinankuivana" tulostelemani kippelon ja tulostin huvikseni verrokin sille kotikonstein kuivaksi varmistetulla langalla. Oikealla olevassa on pienenpieniä paiseita jokapuolella tulosteessa ja lämpötiloja ei sietänyt niiden takia nostaa juuri lainkaan minimistä, mikä taas kumuloi muita säätötarpeita. Vasemman puoleinen on tulostettu PETG 250C (vs. 220 ennen) ja likimain virheetön pinta minun standardeilla, kiilto on parempi ja voisin varmaan nostella lämpötilaa entisestään.
Toisena lisäseikkana vanha kippelo alkaa murtumaan paikoin kuin kuivunut lakritsi, liekköhän ihan samasta syystä.
Liitteet
Viimeksi muokattu:
Starglazer
Tukijäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 3 840
Nyt on A1 Minillä tulostettu parit testitulosteet. Mukana tulleen kellon tulostin eSun PLA+ filamentilla. Tämä todellakin on aloittelijan tulostin: muutama ruuvi kiinni ja pääsee tulostamaan. Pieni tämä on joten sopii aika pieneen tilaan. Jätösten ruikkiminen on vähän huono mutta muuten tämä tuntuu erittäin laadukkaalta peliltä. Kaikkeen mahdolliseen löytyy ohje ja yleensä videonakin.
Pitää opetella 3D mallinnusta niin pääsee tulostamaan omiakin juttuja. Tinkercad vaikutti melko helpolta ja sillä sai muutamassa minuutissa jotain jo aikaiseksi.
Pitää opetella 3D mallinnusta niin pääsee tulostamaan omiakin juttuja. Tinkercad vaikutti melko helpolta ja sillä sai muutamassa minuutissa jotain jo aikaiseksi.
- Liittynyt
- 08.08.2017
- Viestejä
- 3 520
Millä aineella porukka on öljynnyt tulostimien akseleita?
Starglazer
Tukijäsen
- Liittynyt
- 17.10.2016
- Viestejä
- 3 840
Bambu A1 Minin mukana tuli oma pullo öljyä ja luki että myös WD40 käy rasvaamiseen. Muista tulostimista en tiedä..Millä aineella porukka on öljynnyt tulostimien akseleita?
How to lubricate the A1 series with WD-40 Multi-Use Product
Guide showing how to lubricate the A1 series Y axis rail
wiki.bambulab.com
- Liittynyt
- 08.08.2017
- Viestejä
- 3 520
Se minipullo ei kauaa kestä, jos tulostaa paljon (oma kokemus).Bambu A1 Minin mukana tuli oma pullo öljyä ja luki että myös WD40 käy rasvaamiseen. Muista tulostimista en tiedä..
How to lubricate the A1 series with WD-40 Multi-Use Product
Guide showing how to lubricate the A1 series Y axis rail
Monella muulla sivulla kielletään käyttämästä WD-40:stä, mutta se onkin nykyään koko tuotesarjan nimi, joka ei paljoa kerro.
Mutta kun Bambu sanoo, että käytä “WD-40 Multi-Use Product”, niin pitää yrittää katsoa onko täällä myynnissä samaa.
Edit: hyvin löytyy kaupoista Multi-Use Product WD-40:stä.
Millä aineella porukka on öljynnyt tulostimien akseleita?
Aseöljyä hippanen ja ylimääräiset pyyhkinyt pois. Monitoimi"öljyt" tuppaavat olemaan enempi liuottimia kuin lubrikantteja. Tai tällainen uskomus minulle on iskostunut
- Liittynyt
- 08.08.2017
- Viestejä
- 3 520
Bambun ohje A1:lle sanoo Y ja X joka kuukausi, Z kolmen kuukauden välein.Bambun A1 mini pyysi öljyämän Y-akselin. Pyytääkö se nuo loput sitten erikseen kans? Luulisi, että nuo kaikki voisi öljytä samalla kertaa vai onko noissa eri huoltoväli?
Riippuu tietysti kuinka paljon tulostaa.
Itsellä Y-akselin pyyntö tulee varmasti vähintään kerran viikossa.
X tai Z ei tullut vielä kertaakaan, pitäisi varmaan öljytä nyt ihan varalta...
X kulkee saman kokoajan ko y, ainakin pääsääntöisesti, z hiukan vähemmän. Oiskos siinä joku mittaus moottorien ottamalle virralle josta päättelee sen tarpeen? Ja kuorma y akselille on rakenteellisesti kovempi ja siksi herjaa vaan sitä?Bambun A1 mini pyysi öljyämän Y-akselin. Pyytääkö se nuo loput sitten erikseen kans? Luulisi, että nuo kaikki voisi öljytä samalla kertaa vai onko noissa eri huoltoväli?
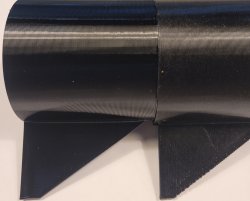
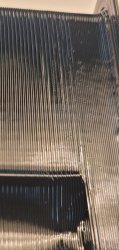
Seuraava kuva viimeinkin debunkkaa jokaisen kritiikin jota minua kohtaan esitettiin tästä langan kuivuusasiasta. Tämä tieteellinen koe tuli vahingossa ja kun tajusin mistä on kyse alaosan pintaongelmassa ja tulostin toisen kappaleen heti perään todistaakseni sen. (huom ekassa tulosteessa on pölyä ja paskaa muualla pinnassa, se ei ole huomion kohteena)
Saanen esitellä PETG langan joka roikkuu välillä aktiivikuivari ja tulostinpää 100 tuntia huoneilmassa.Tulostuslämpötila 260C, massavirta 20, spiraalituloste 1 seinämä.
Saanen esitellä PETG langan joka roikkuu välillä aktiivikuivari ja tulostinpää 100 tuntia huoneilmassa.Tulostuslämpötila 260C, massavirta 20, spiraalituloste 1 seinämä.
Liitteet

Lassivv
Premium-jäsen
- Liittynyt
- 12.02.2017
- Viestejä
- 3 374
Lisätään nyt omatkin kokemukset kuivatuksista. Tulostelua takana nyt noin 12vuotta ja pla/petg olleet pääasiassa käytössä abs/asa pari testi käyttöä lähinnä niillä.
Yhtäkää rullaa en ole vielä kuivannut, käytetty kiina lankoja toki viimeiset 5v käytetty pelkästään das filamentin made in germany filamenttia ja muutaman rulla prusan lankaa. Eipä ole tullut huomattua mitään silmällä erotettavaa ongelma tulostus jäljessä, langat seisoo tulostimen yläpuolella kaapissa aina, ei siirrellä laatikkoon tms kun ei tulostella.
TPU, NYLON yms speciaali filamentin varmasti vaatii kuivurin aina, kuten monesti jo niiden myynti sivuilla kerrotaan.
Yhtäkää rullaa en ole vielä kuivannut, käytetty kiina lankoja toki viimeiset 5v käytetty pelkästään das filamentin made in germany filamenttia ja muutaman rulla prusan lankaa. Eipä ole tullut huomattua mitään silmällä erotettavaa ongelma tulostus jäljessä, langat seisoo tulostimen yläpuolella kaapissa aina, ei siirrellä laatikkoon tms kun ei tulostella.
TPU, NYLON yms speciaali filamentin varmasti vaatii kuivurin aina, kuten monesti jo niiden myynti sivuilla kerrotaan.
Lisätään nyt omatkin kokemukset kuivatuksista. Tulostelua takana nyt noin 12vuotta ja pla/petg olleet pääasiassa käytössä abs/asa pari testi käyttöä lähinnä niillä.
Kerroit siis omat kokemuksesi siitä miten et kuivaa, mutta yo. kuvasta voit nähdä että olet väärässä. Sekoitat nyt asian "Minun tulosteissani ei ole ollut merkitystä sillä, että langat ovat saturoituneet" välillä "Langan saturoitumisella ei ole väliä".
Tämä viestisi on tiivistettynä se asia mikä pisti minun padan jumiin vuosiksi kun tietolähteet ovat keskustelualueet ja joka jumalan kerta kun pistin tulostimen päälle se alkoi tuunaamisella. Nyt ei ala enää, sekä pääsen ihan uskomattoman hyvään mekaaniseen tasalaatuisuuteen.
- Liittynyt
- 23.03.2017
- Viestejä
- 436
Minkä merkin ja mitä filamentteja käytät kun noin paljon vaikeuksia? Eikä nyt ihan kaikkea räpellystä voi kuitenkaan tieteeksi sanoa. Tieteellisestä testistä pitäisi olla aika paljon enemmän dataa esitellä kuin yks osittainen valokuva.
Eikä täällä kai sinua ole kritisoitu vaan kärkästä mielipidettä että tulostaminen ilman kuivainta/kuivausta ei onnistu, kaikki valmistajat on epäpäteviä ja erimieltä olevat harrastajat tyhmiä.
Mulla ollut vähän samat kokemukset kun Lassivv. Käytän 95% pelkästään Das Filamentin PLA ja PETG tuotteita. Yks rulla aina tulostimen telineessä ja loput kannellisessa laatikossa silikan seassa. En ole kuivannut eikä ole ollut ongelmia. Ei mekaanisen keston tai ulkonäön kanssa. Sen toki kaikki tietää että kosteus filamentissa pilaa tulosteen ja olen itsellekkin miettinyt sellaista yhden rullan kuivuria mistä voi suoraan tulostaa, mutta ei viellä toistaiseksi ole ollut tarvetta.
Asiasta kukkaruukkuun, 3djakella on "Activated Alumina" kapseleita kuivatukseen. Kapseli siis sellainen metallinen kotelo mikä asetetaan esim tyhjän rullan keskelle säilytyksessä.
Eikä täällä kai sinua ole kritisoitu vaan kärkästä mielipidettä että tulostaminen ilman kuivainta/kuivausta ei onnistu, kaikki valmistajat on epäpäteviä ja erimieltä olevat harrastajat tyhmiä.
Mulla ollut vähän samat kokemukset kun Lassivv. Käytän 95% pelkästään Das Filamentin PLA ja PETG tuotteita. Yks rulla aina tulostimen telineessä ja loput kannellisessa laatikossa silikan seassa. En ole kuivannut eikä ole ollut ongelmia. Ei mekaanisen keston tai ulkonäön kanssa. Sen toki kaikki tietää että kosteus filamentissa pilaa tulosteen ja olen itsellekkin miettinyt sellaista yhden rullan kuivuria mistä voi suoraan tulostaa, mutta ei viellä toistaiseksi ole ollut tarvetta.
Asiasta kukkaruukkuun, 3djakella on "Activated Alumina" kapseleita kuivatukseen. Kapseli siis sellainen metallinen kotelo mikä asetetaan esim tyhjän rullan keskelle säilytyksessä.
Tässä tietty asiaan vaikuttaa myös se että pääseekö siihen PETG lankaan kosteutta jostain vai ei.Toin vaan esille, että itsellä on tulosteiden visuaalinen ja mekaaninen laatu ollut vuosia erittäin hyvää ilman minkäänlaista langan kuivausta, sekä paketissa olevilla langoilla kun 3kk tulostimen päälläkin roikkuvilla langoilla.
Yhdellä on tulostuspaikan ilmankosteus matala 20% (esim koska ilmastointi, aavikolla), ja lanka pysyy sellaisenaan hyvänä, ja yhdellä on tulostuspisteessä ilmankosteus lähemmäs 100% (kasvihuone tms) ja vaatii viimeisen päälle säätämistä pitää PETG tulostuskelpoisena.
Joten voisi olla yleiseksi hyödyksi kertoa myös olosuhteet, eikä pelkkää lopputulosta.
Tässä tietty asiaan vaikuttaa myös se että pääseekö siihen PETG lankaan kosteutta jostain vai ei.
Yhdellä on tulostuspaikan ilmankosteus matala 20% (esim koska ilmastointi, aavikolla), ja lanka pysyy sellaisenaan hyvänä, ja yhdellä on tulostuspisteessä ilmankosteus lähemmäs 100% (kasvihuone tms) ja vaatii viimeisen päälle säätämistä pitää PETG tulostuskelpoisena.
Joten voisi olla yleiseksi hyödyksi kertoa myös olosuhteet, eikä pelkkää lopputulosta.
Jos tuota lankaa jää niin toistan tulosteen vuorokauden päästä. Teen taas copy paste kappaleita jonkun aikaa enkä katsonut kelan tilannetta. Minusta asiassa on erityisen kiinnostavaa että jo 100h päästä tuloste oli täysin pilalla. Eli missä vaiheessa alkaa tulemaan laatuvirhettä.
Huoneilma ovi auki ulos meininkiä, mikä se sitten on keskimäärin. 60-80% ilmankosteus sisällä varmaan. Lanka oli clasun ja paketista otettu, esikuivatettu pari viikkoa.
Jonkun pitäisi testata niillä pöytäPETG tarpeillaan. 260C lämpöä, kahvikuppi sylinteri spiraalimodella ja runtua ihan kunnolla. 80mm/s on 0.6 suuttimella, pienemmällä kovempaa ja isompi menee melko varmasti jo pilalle lämpömassan takia.
Viimeksi muokattu:
- Liittynyt
- 30.01.2023
- Viestejä
- 125
Minusta on mielenkintoista nähdä tuollaisia pieniä testejä, jotka on vielä toistettavissa. On myös hyvä nähdä, mikä on kenenkin mielestä huonoa laatua (pieniä virheitä vai täysin suttua). On testitulos mitä tahansa, ei se silti universaalia totuutta kerro, kuten on tässä moneen kertaan mainittu.Saanen esitellä PETG langan joka roikkuu välillä aktiivikuivari ja tulostinpää 100 tuntia huoneilmassa.Tulostuslämpötila 260C, massavirta 20, spiraalituloste 1 seinämä.
Ihmettelen vain, miksi tulostaa 260 asteessa? Jos netistä löytyvä tieto on oikein, niin tuolle Clas Ohlson PETG:lle (sitä käytit?) ilmoitettu lämpötila on 220-245 astetta. Itse tulostan PETG:tä 230-240 asteessa.
- Liittynyt
- 18.10.2016
- Viestejä
- 2 072
Tätä samaa myös minä ihmettelen, että miksi PETG:lle 260 astetta. Ite olen myöskin Ohlsonin mustaa sekä valkosta tulostellu 240 asteella. PETG:llä ei passaa puhalinta pitää yli 50% nopeudella tai tulosteesta tuleee hyvin hauras tolla Ohlsonin filamentilla ja Tevo Flash tulostimella.Minusta on mielenkintoista nähdä tuollaisia pieniä testejä, jotka on vielä toistettavissa. On myös hyvä nähdä, mikä on kenenkin mielestä huonoa laatua (pieniä virheitä vai täysin suttua). On testitulos mitä tahansa, ei se silti universaalia totuutta kerro, kuten on tässä moneen kertaan mainittu.
Ihmettelen vain, miksi tulostaa 260 asteessa? Jos netistä löytyvä tieto on oikein, niin tuolle Clas Ohlson PETG:lle (sitä käytit?) ilmoitettu lämpötila on 220-245 astetta. Itse tulostan PETG:tä 230-240 asteessa.
- Liittynyt
- 09.04.2024
- Viestejä
- 1 374
Laitetaanpas tänne tällainen:
eli minulla trimmeristä meni kaasuvipu halki ja on tietenkin muovia ja sen verran rimpula, että tuskin liimaamalla kestää.
En ole kysynyt, mutta olen 99.9 % varma, että varaosana ei saa tai pitää vähintään ostaa koko kahva.
Joten, jos saan 3d-mallin väännettyä korvaavasta vivusta niin voisiko joku täällä tulostaa ja postittaa kappaleen?
Toki jos Kuopion alueella niin voin hakeakin.
Missä muodossa mallin tulee olla, kelpaako esim. step tai IGES?
eli minulla trimmeristä meni kaasuvipu halki ja on tietenkin muovia ja sen verran rimpula, että tuskin liimaamalla kestää.
En ole kysynyt, mutta olen 99.9 % varma, että varaosana ei saa tai pitää vähintään ostaa koko kahva.
Joten, jos saan 3d-mallin väännettyä korvaavasta vivusta niin voisiko joku täällä tulostaa ja postittaa kappaleen?
Toki jos Kuopion alueella niin voin hakeakin.
Missä muodossa mallin tulee olla, kelpaako esim. step tai IGES?
Minusta on mielenkintoista nähdä tuollaisia pieniä testejä, jotka on vielä toistettavissa. On myös hyvä nähdä, mikä on kenenkin mielestä huonoa laatua (pieniä virheitä vai täysin suttua). On testitulos mitä tahansa, ei se silti universaalia totuutta kerro, kuten on tässä moneen kertaan mainittu.
Ihmettelen vain, miksi tulostaa 260 asteessa? Jos netistä löytyvä tieto on oikein, niin tuolle Clas Ohlson PETG:lle (sitä käytit?) ilmoitettu lämpötila on 220-245 astetta. Itse tulostan PETG:tä 230-240 asteessa.
Liitteenä on kuva ~30h langan jäljestä joka seisoo välillä kuivari - tulostinpää, eikä lopputulos ole siinäkään hääppöinen enää. Mielenkiintoisena seikkana ilmeisesti bowden tuubin sisällä oleva osuus pysyi parempana, mutta vapaassa ilmassa roikkunut pätkä on pilalla (joka seuraa tätä osiota). Lisäsin myöhemmin kuvan 2h tilanteesta ja siinä tuloste ei ole pilalla, mutta kosteuden vaikutuksia voi jo nähdä.
Yksi kodista kotiin vaihteleva muuttuja mikä tässä setupissani on, on tulostus kuumasta kuivaimesta. On tiedossa että kuumennettu lanka on entistä herkempi kosteuden vaikutuksille ja se pysähtyy jäähtymään huoneilmaan tulostuksen päätteeksi. Tässä mielessä aikajänne vaikutuksille voisi olla hitaampi, jos lankaa syötettäisiin passiivikuivarista millaista minulla ei nyt ole käytettävissä johtuen suomen helvetin ankeista laatikkovalikoimista. Sunlu S2 sisälle ei kannata rakeita pistää, palovaara on ilmeinen.
Mitä tulee lankojen tulostuslämpötilaan on 260C langan nominaalialueella edelleen, on kyse siitä millä tavalla kerrostenvälinen kytkös paranee kuumuuden noston myötä. Koko 3d tulostinkeskustelu on pitkälti akkatiedettä tällä hetkellä, on hyvin vaikea päästä jyvälle mikä ilmiö on seurausta mistäkin johtuen näistä perusasioiden hallinnan puutteesta. PETG pitäisi kuulemma puristaa paineella toiseen kerrokseen ja sitä rataa, no varmaan pitää jos lanka tulee jäykkänä suuttimesta ulos ja se sisältää 10% painoprosenttia vettä. "ai mutta ei minun lankani ole kostea, koska ostin sen kiinalaiselta katukauppiaalta juuri äsken".
Summa summarum. Jos tulostelet kuivaksi tiedetytkin tavarat niin ensimmäinen 50cm kannattaa laittaa vaikka skirttiin tai sitten pöräyttää jonkun minikuution pöydän kulmaan ekaksi.
Liitteet

Viimeksi muokattu:
- Liittynyt
- 30.01.2023
- Viestejä
- 125
Tulostin tuollaisen 1-seinäisen laatikon Fuj:tech PETG (läpinäkyvä harmaa) langalla, jossa rullassa oli jäljellä pari kerrosta enää. Langalla viimeksi tulostettu 1,5 kk sitten, jolloin silloinkin se oli tulostimessa kiinni avonaisena. Sen jälkeen ollut säilytyksessä alkuperäisessä muovikääreessä silica-pussin kanssa. Pussi kääräisty vain kevyesti kiinni, ei mitenkään ilmatiiviisti, koska ei ole uudelleensuljettava. Ilmankosteus tällä hetkellä 53%. Voisi kuvitella, että sillä olisi ollut aikaa imeä kostetta.
Tulostin 240 asteessa nopeuden ollessa 70 mm/s hujakoilla 0.6 mm suuttimella. Tulosteessa ei näy mitään suuria langan syyksi luettavia virheitä muuten kuin muutamia harvoja kuplia. Jätän lopun langasta joksikin aikaa ilman suojapussia ja teen uuden tulosteen.
Tulostin 240 asteessa nopeuden ollessa 70 mm/s hujakoilla 0.6 mm suuttimella. Tulosteessa ei näy mitään suuria langan syyksi luettavia virheitä muuten kuin muutamia harvoja kuplia. Jätän lopun langasta joksikin aikaa ilman suojapussia ja teen uuden tulosteen.
Liitteet

Uutiset
-
Samsungin vuosi alkoi menestysneljänneksellä
5.5.2026 04:40
-
Intelin 12 P-ytimellä varustettu Core 9 273PQE pelitesteissä (Bartlett Lake)
5.5.2026 01:16
-
Philips julkaisi AmbiScape-tunnelmavalaistuksen Evnia-pelinäytöilleen
4.5.2026 17:34
-
Noctua kommentoi mustien tuuletinmalliensa julkaisuaikatauluja
4.5.2026 16:55
-
Fractal julkaisi uuden Pop 2 Vision -kotelomallin kaksoiskammiorakenteella
4.5.2026 15:47