Minulla on ollut nyt reilun kuukauden verran käytössä Crealite Ender 3 V3 KE -tulostin. Olen tulostellut tämän kanssa nyt jonkin verran erilaisia yksittäisiä tulosteita ja kaikki on toiminut täysin moitteetta alkupään tulostuksen aloitusongelmien selättämisen jälkeen (viestittelin ongelmista muutama viikko sitten).
Olen nyt parin edellisen tulostuskerran kanssa törmännyt konkreettisemmin haasteisiin tulostustoleranssien kanssa. En niinkään yksittäisen osan osan kohdalla, vaan kahden toisiinsa liittyvän osan suhteen. Tietysti kyseessä on nimenomaisesti yksittäisen osan tulostustoleransseista, mutta ongelma näkyy yhteensovitusvaiheessa.
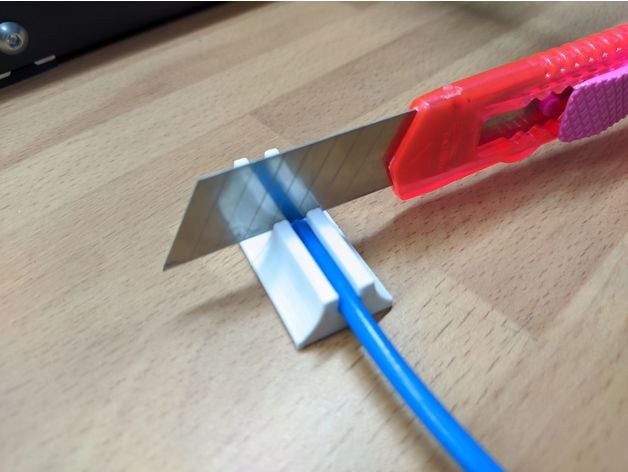
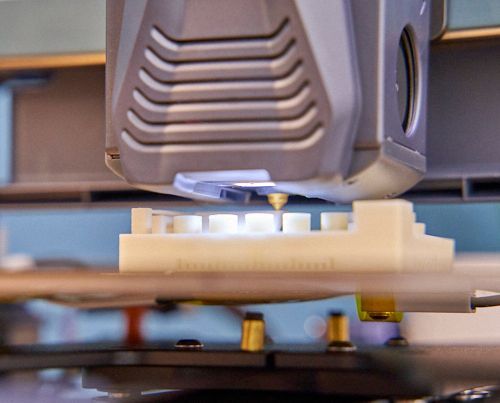
Aion tulostaa muutamista tulostusfilamenteistani testitulostusliuskat ja tulostin niille säilytyslaatikon. Testitulostusliuskaksi valikoitui
tämä liuskamalli pääosin siksi, että sille on olemassa valmis
säilytyslaatikko. Tulostin laatikon eilen ja tänään tulostin ensimmäisen testiliuskani. Ongelma on se, että liuska ei mahdu laatikkoon. STL-tiedostosta mittaamalla laatikon sisäleveys on 100,8 mm ja testiliuskan leveys 100,0 mm sekä laatikon hahlojen vapaaväli 3,2 mm ja testiliuskan paksuus 3,0 mm. Teoriassa liuskan pitäisi siis mahtua laatikkoon, mutta käytännössä näin ei tietenkään ole. Tulostetun laatikon sisämitta on työntömitalla mitattuna 99,80...99,94 mm ja testiliuskan leveys 99,82 mm sekä laatikon hahlojen vapaaväli 3,06...3,10 mm sekä testiliuskan paksuus 3,20...3,38 mm. Vaihtoehtona on jatkossa tulostaa liuskat pienempään skaalaan tai tehdä uusi laatikko isommassa skaalassa. Nyt, kun katson kommentteja laatikkoon liittyen, monet kertovat skaalanneensa laatikkoa hieman isommaksi, jotta testiliuskat mahtuvat.
Ymmärrän tietysti, että toleransseihin vaikuttavat monet seikat, kuten tulostusmateriaali (lämpöliike), suuttimen koko, varmasti myös tulostusnopeudella vaikutusta tulostuslaadun kautta erityisesti paksuustoleranssiin (erityisesti ohuissa muutaman millimetrin tulosteissa).
Kuinka hallitsette yhteensovitettavien tulosteidenne toleransseja? Tuleeko paljon hukkatulosteita, kun osat eivät istukaan keskenään? Entä, jos mallinnatte itse osia, millaisilla toleransseilla silloin suunnittelette osat, vaikkapa sisäkkäin menevien pohjan ja kannen osalta?







") Itselle tarpeeton kun X1C + AMS käytössä.
Itselle tarpeeton kun X1C + AMS käytössä.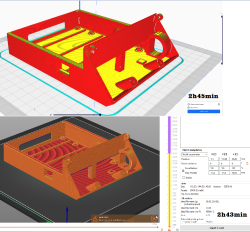


 Ja sitten kun tuon sain ratkottua, niin filamentti päätti katkoa ittensä matkalle, kahdesti, kesken tulostusten. Oisko ollu huono kohta Qidin 500g pla sample-rullassa vai mistä johtu...
Ja sitten kun tuon sain ratkottua, niin filamentti päätti katkoa ittensä matkalle, kahdesti, kesken tulostusten. Oisko ollu huono kohta Qidin 500g pla sample-rullassa vai mistä johtu... Ei nämä ihan "paketista ulos ja kovaa ajoa vaan" vehkeitä vielä ole vaikka niin kovasti monessa paikassa annetaan ymmärtää...
Ei nämä ihan "paketista ulos ja kovaa ajoa vaan" vehkeitä vielä ole vaikka niin kovasti monessa paikassa annetaan ymmärtää...
 Filamenttia löytyy useampaa materiaalia ja väriä.
Filamenttia löytyy useampaa materiaalia ja väriä.



 Tuo oma Ender 3 V2 kaapissa ei tainnut juuri yli 30 asteen mennä, virtalähde oli siirretty ulkopuolelle ja kaapin takaosassa oli ylhäällä pieni ilmarako sekä alhaalla pari reikää, jolloin ilma pääsi vähän vaihtumaan.
Tuo oma Ender 3 V2 kaapissa ei tainnut juuri yli 30 asteen mennä, virtalähde oli siirretty ulkopuolelle ja kaapin takaosassa oli ylhäällä pieni ilmarako sekä alhaalla pari reikää, jolloin ilma pääsi vähän vaihtumaan.