- Liittynyt
- 17.10.2016
- Viestejä
- 25 785
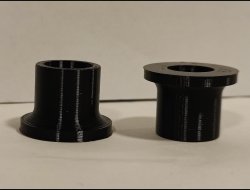
Joskus mietin tuota kun itselläkin oli ongelmia ekan kerroksen kanssa, ilmeisesti jotkut slicerit aloittaa 0 kerroksesta ja toiset 1 kerroksesta, eli pitää Z akseli kalibroida sen mukaan.
(eli yleensä kehoitetaan että paperi liukuu suuttimen alla kalibroidessa, mutta 1-kerroksesta aloittavalla slicerilla suutin pitäisi osua kalibroidessa alustaan)
Brim auttaa suureen osaan ekan kerroksen ongelmista. Nykyään on koko ajan käytössä.



") ) Kyl prusaslicer on way to go ainakin omalla kohdalla.
) Kyl prusaslicer on way to go ainakin omalla kohdalla.