-
PikanavigaatioAjankohtaista io-tech.fi uutiset Uutisia lyhyesti Muu uutiskeskustelu io-tech.fi artikkelit io-techin Youtube-videot Palaute, tiedotukset ja arvonnat
Tietotekniikka Prosessorit, ylikellotus, emolevyt ja muistit Näytönohjaimet Tallennus Kotelot ja virtalähteet Jäähdytys Konepaketit Kannettavat tietokoneet Buildit, setupit, kotelomodifikaatiot & DIY Oheislaitteet ja muut PC-komponentit
Tekniikkakeskustelut Ongelmat Yleinen rautakeskustelu Älypuhelimet, tabletit, älykellot ja muu mobiili Viihde-elektroniikka, audio ja kamerat Elektroniikka, rakentelu ja muut DIY-projektit Internet, tietoliikenne ja tietoturva Käyttäjien omat tuotetestit
Softakeskustelut Pelit, PC-pelaaminen ja pelikonsolit Ohjelmointi, pelikehitys ja muu sovelluskehitys Yleinen ohjelmistokeskustelu Testiohjelmat ja -tulokset
Muut keskustelut Autot ja liikenne Urheilu TV- & nettisarjat, elokuvat ja musiikki Ruoka & juoma Koti ja asuminen Yleistä keskustelua Politiikka ja yhteiskunta Hyvät tarjoukset Tekniikkatarjoukset Pelitarjoukset Ruoka- ja taloustarviketarjoukset Muut tarjoukset
Kauppa-alue
Navigation
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Huomio: This feature may not be available in some browsers.
Lisää vaihtoehtoja
Tyylin valinta
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3D-tulostaminen
- Keskustelun aloittaja micko
- Aloitettu
Jaa jos siinä oli jo magneetti nii sitte ei muuta ku PEI päälle ja kovaa ajoaOlihan vanhassakin magneetti ja tuo uusi lätkä pysyy myös siinä. Eli korvaan vain hajonneen, tosin eri merkkisellä
- Liittynyt
- 01.01.2021
- Viestejä
- 1 418
Tolla uudella on kaksi tulostusta irronnut alustasta, suurinpiirtein puolessa välissä. sitten käänsin johonkin hyperfast profiiliin, jonka ohjeet sain jossain vaiheessa tässä ketjussa, siinä on erona että alusta lämmitetään 60 asteeseen, muissa 50 astetta, niin siinä pysyi koko tulostuksen ajan. Pitäisikö muistakin Curan profiileista nostaa alustan lämpötilaa? Tulostettava kappale tosin oli pieni kikare, joku 20 mm x 30 mm L-muotoinen pala, paksuus 10 mm. Leveys 30 mm.
KokeileTolla uudella on kaksi tulostusta irronnut alustasta, suurinpiirtein puolessa välissä. sitten käänsin johonkin hyperfast profiiliin, jonka ohjeet sain jossain vaiheessa tässä ketjussa, siinä on erona että alusta lämmitetään 60 asteeseen, muissa 50 astetta, niin siinä pysyi koko tulostuksen ajan. Pitäisikö muistakin Curan profiileista nostaa alustan lämpötilaa? Tulostettava kappale tosin oli pieni kikare, joku 20 mm x 30 mm L-muotoinen pala, paksuus 10 mm. Leveys 30 mm.
- Liittynyt
- 01.01.2021
- Viestejä
- 1 418
Kokeile
Toki kokeilen. Ajattelin jos jollain olisi ollut tietoa auttaako se lämpötila siihen.
- Liittynyt
- 13.01.2017
- Viestejä
- 5 462
No tottakai pedin lämpötilalla on todella paljon merkitystä siihen kuinka tiukasti se printti siihen tarttuu. 50C on jo aika matala lämpötila PLA:lle, normaali suositus on 60-70C. Yli 70C ei kannata mennä jos et halua elefantin jalkaa.Toki kokeilen. Ajattelin jos jollain olisi ollut tietoa auttaako se lämpötila siihen.
Pienennä ensimmäisen kerroksen printtausnopeutta ja nosta pedin lämpötilaa. Jos pedin tasaus on kunnossa niin nuo kaksi asiaa ovat pääasiassa ne tärkeimmät muuttujat jotka vaikuttavat pedin tarttuvuuteen.
Like with the nozzle temperature, different printing materials call for different bed temperatures. We suggest using a bed temperature of 60 °C for PLA, 105 °C for ABS, and 70 °C for PETG.
The glass transition temperature of PLA is usually between 55 to 60 °C, according to ScienceDirect. That’s why you should be printing PLA at a bed temperature around that mark.
It’s also worth mentioning that you want the first few layers of a print to be much slower than the rest to ensure the base of the print comes out decent. Cura allows you to control this through the “Initial Layer Speed”, which we suggest setting at 20 mm/s.
Viimeksi muokattu:
- Liittynyt
- 13.01.2017
- Viestejä
- 5 462
Käytännössä pedin suosituslämpötila riippuu käytetyn filamentin lasittumislämpötilasta. PLA lasittumislämpö on 55-60C, joten 50C voi olla aivan liian vähän filamenttirullasta riippuen.Ok, toi 50 astetta vaan ollut Curassa "tehdasasetuksina" noissa profiileissa.
Toki kokeilen. Ajattelin jos jollain olisi ollut tietoa auttaako se lämpötila siihen.
Tietenkin se auttaa. Riippuu filamentista. Jotkut PLAt pysyy 50c kiinni ja jotkut tarvii korkeamman lämpötilan. Curan oletusasetukset ovat hyvin karkeat niitä kannattaa säädellä tarpeen mukaan ja luoda omat profiilit.
- Liittynyt
- 19.10.2016
- Viestejä
- 1 665
Todennäköisesti enemmän haittaa kuin hyötyä. Sen normaalin alumiiniblokin päällä kun on silikonisukka niin se kyllä pitää lämpönsä aivan hyvin ja johtaa tarpeeksi hyvin lämpöä. Kuparin suurempi paino tulostuspäässä todennäköisesti aiheuttaa huonomman tulostusjäljen ja pakottaa tiputtamaan tulostusnopeutta.Olisiko kuparisesta hotendin lämpöpalasta mitään hyötyä orkkis alumiiniseen?
Lämmönjohtavuus kuitenkin merkittävästi parempi, mutta toki painavampi.
Bimetal heatbreak tuottaa todennäköisesti paljon paremman tuloksen.
Olisiko kuparisesta hotendin lämpöpalasta mitään hyötyä orkkis alumiiniseen?
Lämmönjohtavuus kuitenkin merkittävästi parempi, mutta toki painavampi.
Ehken se pieni etu on että kuparisen sisäkierre kestää paremmin kuin alumiinisen.
Jos suutinta lähtee vahingossa kiristämään väärille jengoille 250C lämmitetyssä alumiinisessa lämpöpalassa, niin sen kierteet ovat entiset ilman mitään tuntumaa/havaintoa että on menossa pieleen. Jos joku ihmettelee että miksi ylipäätään on menty lämmittämään lämpöpala ennen kiristämistä, niin vastaus: koska poislukien pakka uudet lämpöpalat ja suuttimet, niin edellisten tulostustuksien jäljiltä lämpöpalan sotkeneet (puhdistamisen jälkeenkin jäljellä olevat) jämämuovit ovat tuolloin pehmeät eivätkä estä kiristämistä.
- Liittynyt
- 23.05.2017
- Viestejä
- 1 441
Bimetal heatbreak on kyllä tulossa.Todennäköisesti enemmän haittaa kuin hyötyä. Sen normaalin alumiiniblokin päällä kun on silikonisukka niin se kyllä pitää lämpönsä aivan hyvin ja johtaa tarpeeksi hyvin lämpöä. Kuparin suurempi paino tulostuspäässä todennäköisesti aiheuttaa huonomman tulostusjäljen ja pakottaa tiputtamaan tulostusnopeutta.
Bimetal heatbreak tuottaa todennäköisesti paljon paremman tuloksen.
Ja jossain kohtaa tulee koko metallinen hotend.
Pohdin lähinnä sitä, että onko siitä lämmönjohtavuudesta vastuslangasta siihen suuttimeen mitään hyötyä.
- Liittynyt
- 22.11.2020
- Viestejä
- 169
Olisiko kuparisesta hotendin lämpöpalasta mitään hyötyä orkkis alumiiniseen?
Lämmönjohtavuus kuitenkin merkittävästi parempi, mutta toki painavampi.
Eipä sitä kuparista blokkia tarvihe ku vasta +300 celsius-asteen lämpötiloissa. Alkaa meinaan pehmenee alumiiniblokit tuon rajan jälkeen. Kuparilla päästään sinne viidensadan asteen tienoille, et ei perus enderillä tuu ikinä olemaan tarve kupariblokille.
Tarkoituksenani oli suunnitella itse oma seinäteline tabletille joka tulossa homeassistant käyttöön. Löysin netistä metallisen telineen jossa oli myös alustavia mittoja ja mallikuvia. Nyt sitten käytin sitä esimerkkinä kun piirsin alusta alkaen mallin. Voiko tätä mallia jakaa esim printablesissa Ilman että siinä rikotaan jotain mallisuojaa vai onko parempi pitää vaan omanaan?
Toinen kyssäri koskee Fusion 360 persona - Not for commercial lisenssiä niin rajoittaako tämä mallin jakamista ilmaiseksi? Ilmeisti en voi hyötyä suoraan rahallisesti mallista.
Toinen kyssäri koskee Fusion 360 persona - Not for commercial lisenssiä niin rajoittaako tämä mallin jakamista ilmaiseksi? Ilmeisti en voi hyötyä suoraan rahallisesti mallista.
Suunnittelitko jotain tämän tapaista: Universal tablet wall mount by b2vnTarkoituksenani oli suunnitella itse oma seinäteline tabletille joka tulossa homeassistant käyttöön. Löysin netistä metallisen telineen jossa oli myös alustavia mittoja ja mallikuvia. Nyt sitten käytin sitä esimerkkinä kun piirsin alusta alkaen mallin. Voiko tätä mallia jakaa esim printablesissa Ilman että siinä rikotaan jotain mallisuojaa vai onko parempi pitää vaan omanaan?
Toinen kyssäri koskee Fusion 360 persona - Not for commercial lisenssiä niin rajoittaako tämä mallin jakamista ilmaiseksi? Ilmeisti en voi hyötyä suoraan rahallisesti mallista.
Ottamatta kantaa siihen missä rajat lisenssien ja mallisuojien osalta menee, niin thingiverseä selaillessa huomaa että melkein kaikesta mahdollisesta joku on jo ehtinyt laittaa sinne version ja muut omia varianttejaan perään.
Mukaanluettuna tuotesuojastaan mustasukkaisien yrityksien kuten DIsney, Sony, Microsoft tuote imitaatioita.
Tulostelen huomenna päivitetyn version niin voin mahdollisesti laitella kuvaa. Tässä on tarkoitus testata eri malleja alkuun ja katsoa miten edetä sunnittelun kanssa.Suunnittelitko jotain tämän tapaista: Universal tablet wall mount by b2vn
Ottamatta kantaa siihen missä rajat lisenssien ja mallisuojien osalta menee, niin thingiverseä selaillessa huomaa että melkein kaikesta mahdollisesta joku on jo ehtinyt laittaa sinne version ja muut omia varianttejaan perään.
Mukaanluettuna tuotesuojastaan mustasukkaisien yrityksien kuten DIsney, Sony, Microsoft tuote imitaatioita.
Omistan kiinalaisen Kossel deltaprintterin jonka kokosin joskus aikoja sitten. (2017 muistaakseni) Muistan että ohjelmisto joka tuli mukana ei toiminut lainkaan ja sain siihen kolvailtua pitkällisen yrityksen kanssa ohjelman jossa on autocalibrointi sekä bed levelling. Nyt pitäisi saada tuo epprommilta ulos koska pitäisi tehdä muutoksia mutta en löydä alkuperäistä ohjelmaa, pelkään että on kadonnut yhden läppärin levyrikon mukana. Mitenkähän tuon saisi selkokielisenä puljautettua printteristä ulos?
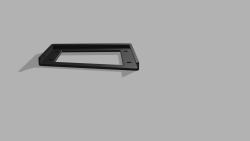
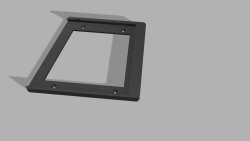
Mihin tabletin virransyöttö osuu kehyksen suhteen?Tulostelu jäi tältäpäivältä mutta tässä muutama kuva mitä oon saanut aikaan.
Ja missä asennossa on tarkoitus tulostaa?
Jos tuon mallin katkaisee puoliksi ruuvinreikien välistä, niin jäljelle jäävä yhtenäinen kappale on sattumalta hyvin lähellä mallia jonka itse taannoin väänsin scadillä mini tabletille. Eli siis kappale joka on ympäröi tabletin alareunan ja noin 1/3 osaa molemmista päädyistä (tabletin yläosan ollessa siis täysin vapaana/tukemattomana).
Edit vielä senverran, että jos vielä myöhemmin tulee sama tarve, niin luutavasti teen vain 2 tai 4 minimalistista kulmapalaa, joilla kiinnitys seinään. Tällöin samat palat voi käyttää uudelleen vaikka seuraava tabletti olisi eri kokoinen.
Mihin tabletin virransyöttö osuu kehyksen suhteen?
Ja missä asennossa on tarkoitus tulostaa?
Jos tuon mallin katkaisee puoliksi ruuvinreikien välistä, niin jäljelle jäävä yhtenäinen kappale on sattumalta hyvin lähellä mallia jonka itse taannoin väänsin scadillä mini tabletille. Eli siis kappale joka on ympäröi tabletin alareunan ja noin 1/3 osaa molemmista päädyistä (tabletin yläosan ollessa siis täysin vapaana/tukemattomana).
Edit vielä senverran, että jos vielä myöhemmin tulee sama tarve, niin luutavasti teen vain 2 tai 4 minimalistista kulmapalaa, joilla kiinnitys seinään. Tällöin samat palat voi käyttää uudelleen vaikka seuraava tabletti olisi eri kokoinen.
Joo virransyötön kanssa oon tässä pompotellut edestakaisin. Tabletti muutenkin käytössä noin kerran viikossa autossa niin mietin että jos jakasaisin latailla sitä mutta päädyn kyllä varmaan tekee seinään pienen reijän ja ppujottaa pitkän usb kaapelin seinän sisältä tuon mallin sisään. Tuun tekemään vielä muutoksia tuohon malliin johdon kuljetusta varten.
Tuon tulostus sunnan kanssa oon valinnut flätin. Eli joudun käyttämään supportteja tuossa "taskussa" ja molemmissa lipoissa. Lisäksi pitää ostaa vielä pitkä usb c kaapeli joka on kulmassa. reikä pitäisi osua myös samalla lipan alle jotta rumaa johtoa ei tule näkyviin kun tabletti poissa.
Saas nähä mihin tässä vielä ryhtyy että teenkö vielä jonkun toisen version kokonaan.

- Liittynyt
- 20.01.2018
- Viestejä
- 225
Tarviis täydentää varastoa... Tarjouksia mistä esim petg?
3D filamentit ja niiden ostopaikat
Listauksessa eri ostopaikkoja 3D printtereiden filamenteille. Päivittelen tätä ensimmäistä viestiä tilanteen muuttuessa. Ketjuun keskustelua filamenteista, vinkkiä alennuskampanjoista ja kertomuksia hyvistä tai huonoista kokemuksista! Eurooppa: 3D Jake - Itävalta 3D Prima - Ruotsi Marwiol -...
bbs.io-tech.fi
Omaan satunnaiseen tarpeeseen Amazon.de passeli, kun siellä tulee muutenkin shoppailtua säännölisesti.
- Liittynyt
- 01.01.2021
- Viestejä
- 1 418
Mulla on pari viimeistä tulostusta mennyt sillei, että esim. jos tulostan 100 mm x 100 mm kaukaloa, 50 mm korkeaa, niin yksi kulma on irronnut/noussut alustasta ja sitten se koholla kuin suksen kärki. Mielestäni olen manuaalisesti tasannut alustan tosi hyvin (kuin minun taidolla pystyy) ja autolevelöinnit tehnyt jne. Vai pitääkö vain tarkemmin hienosäätää alustan tasausta? Entä oletteko puhdistelleet alustaa alkoholilla tms?
- Liittynyt
- 13.01.2017
- Viestejä
- 5 462
Terävät nurkat menee pitkissä tulostuksissa persiilleen ihan normaalisti jos et laita sopivaa brimiä tai "hiirenkorvia".Mulla on pari viimeistä tulostusta mennyt sillei, että esim. jos tulostan 100 mm x 100 mm kaukaloa, 50 mm korkeaa, niin yksi kulma on irronnut/noussut alustasta ja sitten se koholla kuin suksen kärki. Mielestäni olen manuaalisesti tasannut alustan tosi hyvin (kuin minun taidolla pystyy) ja autolevelöinnit tehnyt jne. Vai pitääkö vain tarkemmin hienosäätää alustan tasausta? Entä oletteko puhdistelleet alustaa alkoholilla tms?
Mini+:ssa hajosi suht nopsasti kanssa. Vaihdokki kestänyt nyt puolisen vuotta. Alkuperänen alko rämisemään tyyliin viikossa.
E: jos vielä hajoaa niin seuraava tuuletin saa kyllä jonkun hemmetin lyhyen dupont- tai microfit-liittimen, nimittäin sen umbilicalin purkaminen on yllättävän vittumaista hommaa.
E: jos vielä hajoaa niin seuraava tuuletin saa kyllä jonkun hemmetin lyhyen dupont- tai microfit-liittimen, nimittäin sen umbilicalin purkaminen on yllättävän vittumaista hommaa.
Viimeksi muokattu:
- Liittynyt
- 13.03.2017
- Viestejä
- 928
Moikka,
Onkohan täällä joku PKS -alueella joka voisi pientä korvausta vastaan 3D -tulostaa: Printables
(tälle osalle olisi käyttöä: NR_200_Top_AIO_Adapter.stl)")
Onkohan täällä joku PKS -alueella joka voisi pientä korvausta vastaan 3D -tulostaa: Printables
(tälle osalle olisi käyttöä: NR_200_Top_AIO_Adapter.stl)
Moikka,
Onkohan täällä joku PKS -alueella joka voisi pientä korvausta vastaan 3D -tulostaa: Printables
(tälle osalle olisi käyttöä: NR_200_Top_AIO_Adapter.stl)
Vaatii kohtuu kokoisen printterin jos meinaa yhdessä osassa tulostaa. Kokoa näyttäisi olevan ~200x380mm
Tämä siis vain huomiona. Itseltä ei siis valitettavasti tuon kokoista printteriä löydy joka moiseen kykenee.
- Liittynyt
- 23.05.2017
- Viestejä
- 1 441
Eikös se ole ihan 140x280mm?Vaatii kohtuu kokoisen printterin jos meinaa yhdessä osassa tulostaa. Kokoa näyttäisi olevan ~200x380mm
Tämä siis vain huomiona. Itseltä ei siis valitettavasti tuon kokoista printteriä löydy joka moiseen kykenee.
Varmaan tuon kokoisille tuulareille, mutta osa tietysti jonkin verran isompi että ne tuularit siihen menee kiinni. En tarkkoja mittoja edes katsonut.Eikös se ole ihan 140x280mm?
- Liittynyt
- 13.01.2017
- Viestejä
- 5 462
tarkat dimensiot on 185mm x 362.2mmVarmaan tuon kokoisille tuulareille, mutta osa tietysti jonkin verran isompi että ne tuularit siihen menee kiinni. En tarkkoja mittoja edes katsonut.
Eli aikamoisen monsteri-printterin vaatii printtausta varten.
Parempi kaivella joku osiin leikelty versio kuten: nr200 topplate cad files and 240 rad support by wilhelmflamman
Viimeksi muokattu:
- Liittynyt
- 22.11.2020
- Viestejä
- 169
Täällä sopis pedille hyvästikkin, mutta on kyllä sen verran hankalan muotoinen osa että en lähtis lankatulostimella kokeilemaan. Muuten saa korvaus sanan edestä ottaa pienen poisMoikka,
Onkohan täällä joku PKS -alueella joka voisi pientä korvausta vastaan 3D -tulostaa: Printables
(tälle osalle olisi käyttöä: NR_200_Top_AIO_Adapter.stl)

Mitäs toimenpiteitä voisitte suositella?
Apollo formfutura X ASA lankaa, 95C petilämpötila ja 245C tulostuslämpötila. Jäähdytyspuhallin 15%
Tulostin ovellisessa kaapissa ja tulostuksen aikana lämpötila n. 30-35C kaapin sisällä.
Olisiko vaan helpompi kääntää tulostusasentoa laakea lape alaspäin? Silloin joutuisi kasaamaan kolmesta osasta kun näin pystyasennossa tulostaessa pääsisi kahdella osalla.
Rafti oli kuitenkin edelleen tiukasti pedissä kiinni kun keskeytin tulostuksen.
- Liittynyt
- 22.11.2020
- Viestejä
- 169
Miten ei lämmöt tuon enempää nouse kaapissa noilla lämpötiloilla? Ei taida ihan tiivis olla.
Mitäs toimenpiteitä voisitte suositella?
Apollo formfutura X ASA lankaa, 95C petilämpötila ja 245C tulostuslämpötila. Jäähdytyspuhallin 15%
Tulostin ovellisessa kaapissa ja tulostuksen aikana lämpötila n. 30-35C kaapin sisällä.
Ja miksi rafti, suoraan pedille vaa brimmillä nii pysynee vähän paremmin?

- Liittynyt
- 13.01.2017
- Viestejä
- 5 462
Creality Ender-3 Neo 248€Poika olis kiinnostunut 3D-printteristä, ja itseäkin kiinnostelee aihe, niin että olisko joku hinta-laatusuhteeltaan hyvä laite mitä voisi täysin aloittajalle suositella? Mitään kovin isoja asioita ei varmaan tarvii tulostaa ainakaan aluksi.
Artillery Hornet 189€
Sitten olisi vielä minikokoinen Ender 2 Pro mutta en löytänyt varastosaldoja.
Hornet varmaan se aloittelija-ystävällisin vaihtoehto.
Ei ole ihan tiivis, vaatekaappiin tungin masiinan. Ovi on kyllä kiinni ettei vetoa ainakaan pitäisi syntyä.Miten ei lämmöt tuon enempää nouse kaapissa noilla lämpötiloilla? Ei taida ihan tiivis olla.
Ja miksi rafti, suoraan pedille vaa brimmillä nii pysynee vähän paremmin?
Raftilla tulostelin kun sihen olen muilla muovilaaduilla ja tällä tulostimella tottunut. Brimmi voisi tosiaan olla parempi vaihtoehto. Taidankin kokeilla kääntää tulosteen ja raftin sijaan käyttää siinä brimmiä.
Tulostetta rutistellessa ja väännellessä huomasin myös että tulostuslämpötila voisi olla hieman korkeampi, kerrokset irtosivat toisistaan myös täytöksien kohdalla paikoittain.
- Liittynyt
- 22.11.2020
- Viestejä
- 169
Minkälaisilla vauhdeilla vedät? Jos ei lämmön nostonkaa jälkeen tartu nii kokeile hitaammin. Tai sitte tulostuksen ajaks tilkit kaapin tiiviimmäks et saat lämpöö lisää, tosin eipä speksien mukaan tarvii paljon kopissa olla lämpöä, mut ei siitä haittaakaan ole.Ei ole ihan tiivis, vaatekaappiin tungin masiinan. Ovi on kyllä kiinni ettei vetoa ainakaan pitäisi syntyä.
Raftilla tulostelin kun sihen olen muilla muovilaaduilla ja tällä tulostimella tottunut. Brimmi voisi tosiaan olla parempi vaihtoehto. Taidankin kokeilla kääntää tulosteen ja raftin sijaan käyttää siinä brimmiä.
Tulostetta rutistellessa ja väännellessä huomasin myös että tulostuslämpötila voisi olla hieman korkeampi, kerrokset irtosivat toisistaan myös täytöksien kohdalla paikoittain.
Minkälaisilla vauhdeilla vedät? Jos ei lämmön nostonkaa jälkeen tartu nii kokeile hitaammin. Tai sitte tulostuksen ajaks tilkit kaapin tiiviimmäks et saat lämpöö lisää, tosin eipä speksien mukaan tarvii paljon kopissa olla lämpöä, mut ei siitä haittaakaan ole.
Tämmösillä nopeuksilla olen hyvillä tuloksilla tulostanut PLA ja PETG muovia aikaisemmin. Tämä ASA on tosiaan uusi tuttavuus itselleni. Aiemmin tulostelin samoilla asetuksilla raftin kanssa 50x50x50 avoimen kuution onnistuneesti. Toki se on huomattavasti pienempi kuin nyt yrittämäni lähes koko tulostusalueen kokoinen ja huomattavasti "hoikempi" tuloste.
- Liittynyt
- 22.11.2020
- Viestejä
- 169
Tämmösillä nopeuksilla olen hyvillä tuloksilla tulostanut PLA ja PETG muovia aikaisemmin. Tämä ASA on tosiaan uusi tuttavuus itselleni. Aiemmin tulostelin samoilla asetuksilla raftin kanssa 50x50x50 avoimen kuution onnistuneesti. Toki se on huomattavasti pienempi kuin nyt yrittämäni lähes koko tulostusalueen kokoinen ja huomattavasti "hoikempi" tuloste.
Ohhoh, kuulostaa hurjilta luvuilta
 mitenkäs sulla on kiihtyvyydet? Jos et oo niihin koskenu niin epäilen että curan pyydetyt vauhdit on jääny murto-osiin todellisesta tulostusnopeudesta. Meinaan pienellä kappaleilla se ei millään kerkee noihin vauhteihin kiihtymään, mutta nyt ku sulla on isompi kappale niin todellisuudessa kerkee jo melko hyvästi saamaan vauhtia. Laske vauhti suosiolla tyyliin puoleen ja kokeile mitenkä pelkästään se muutos vaikuttaa. Ja sitten vielä siihen lämpöön, mitä vauhdikkaammin tulostaa, sitä enemmän pitää olla lämpöö koska ei kerkee kunnolla sulaa siinä ajassa mitä filamentti sulaa blokin ja suuttimen matkalla.
mitenkäs sulla on kiihtyvyydet? Jos et oo niihin koskenu niin epäilen että curan pyydetyt vauhdit on jääny murto-osiin todellisesta tulostusnopeudesta. Meinaan pienellä kappaleilla se ei millään kerkee noihin vauhteihin kiihtymään, mutta nyt ku sulla on isompi kappale niin todellisuudessa kerkee jo melko hyvästi saamaan vauhtia. Laske vauhti suosiolla tyyliin puoleen ja kokeile mitenkä pelkästään se muutos vaikuttaa. Ja sitten vielä siihen lämpöön, mitä vauhdikkaammin tulostaa, sitä enemmän pitää olla lämpöö koska ei kerkee kunnolla sulaa siinä ajassa mitä filamentti sulaa blokin ja suuttimen matkalla.- Liittynyt
- 23.05.2017
- Viestejä
- 1 441
125 enderillä. Jessus.
Tämmösillä nopeuksilla olen hyvillä tuloksilla tulostanut PLA ja PETG muovia aikaisemmin. Tämä ASA on tosiaan uusi tuttavuus itselleni. Aiemmin tulostelin samoilla asetuksilla raftin kanssa 50x50x50 avoimen kuution onnistuneesti. Toki se on huomattavasti pienempi kuin nyt yrittämäni lähes koko tulostusalueen kokoinen ja huomattavasti "hoikempi" tuloste.
Onko toi jonkun softan ehdottama?
Ei mulla cura anna ku 50mm/s "vakiona" esim. Pla:lle.
- Liittynyt
- 23.05.2017
- Viestejä
- 1 441
Hyviä neuvoja tarttis PETGille.
Vähän kaikkea nyt kokeiltu ja joka kerran ongelma on sama, eli tuuttaa just ennen hyppyä pienen keon ja tämä toistuessaan paskoo koko homman.
Retraction ei vaikuta oikeastaan juuri mitään ja
e stepsit on kalibroitu.
Printtaus jatkuvalla liikkeellä ei aiheuta mitään ongelmia, mutta pakkohan sen tyhjiä liikkeitä tehdä on.
On hidastettu ja nopeutettu.
On kokeiltu eri lämpöjä.
Retractionit, z-hopit ja aikalailla kaikki mitä nyt mieleen juolahtaa.
Netti pullollaan säikeistymisongelmia, mutta tälläsestä ei löydy mitään.
Vähän kaikkea nyt kokeiltu ja joka kerran ongelma on sama, eli tuuttaa just ennen hyppyä pienen keon ja tämä toistuessaan paskoo koko homman.
Retraction ei vaikuta oikeastaan juuri mitään ja
e stepsit on kalibroitu.
Printtaus jatkuvalla liikkeellä ei aiheuta mitään ongelmia, mutta pakkohan sen tyhjiä liikkeitä tehdä on.
On hidastettu ja nopeutettu.
On kokeiltu eri lämpöjä.
Retractionit, z-hopit ja aikalailla kaikki mitä nyt mieleen juolahtaa.
Netti pullollaan säikeistymisongelmia, mutta tälläsestä ei löydy mitään.
Oon itte niitä hakenu suuremmiks sitä mukaa kun tulosteet on onnistuneet. Kiihdytyksiin oon koittanu hakea "absoluuttiset maksimit" erilaisten testitulosteiden avulla.125 enderillä. Jessus.
Onko toi jonkun softan ehdottama?
Ei mulla cura anna ku 50mm/s "vakiona" esim. Pla:lle.
Eihän tota liian hiljaakaan voi ajaa, tulee yhtälailla huonoa jälkeä silläkin. Päivitin viimeksi tupla Z-akseliin, molemmilla oma moottori (ohjattu samasta lähdöstä) ja phaetus dragonfly hotendiin. Oon aina muutaman printin välein tarkastanu 150mm korkean kahden pykälän tornin kanssa varmistanut että palkki pysyy suorassa.
Ite ainakin sanoisin et kaappi pitäs saaha viel tiiviimmäks ja laita jäähdytyspuhallin kokonaan pois.Mitäs toimenpiteitä voisitte suositella?
Apollo formfutura X ASA lankaa, 95C petilämpötila ja 245C tulostuslämpötila. Jäähdytyspuhallin 15%
Tulostin ovellisessa kaapissa ja tulostuksen aikana lämpötila n. 30-35C kaapin sisällä.
Olisiko vaan helpompi kääntää tulostusasentoa laakea lape alaspäin? Silloin joutuisi kasaamaan kolmesta osasta kun näin pystyasennossa tulostaessa pääsisi kahdella osalla.
Rafti oli kuitenkin edelleen tiukasti pedissä kiinni kun keskeytin tulostuksen.
Kuivaa se petg ihan alkuun. Laita siihen pedille jotain nostaakses filamentti irti pedist, se filamenttilaatikko väärinpäin kannettomana päälle, jätä alareunaa kuitenki milli kaks rakoo, tökkää muutama reikä vaikka haarukalla kattoon, peti 70c ja anna paistua pari tuntia. Varo ettet sulata sitä kelaa. Vaikka nyt on sisäkosteus 20-30% niin siellä etelässä se on lyöty pakettiin märkänä ja siksi yleensä blobbailee.Hyviä neuvoja tarttis PETGille.
Vähän kaikkea nyt kokeiltu ja joka kerran ongelma on sama, eli tuuttaa just ennen hyppyä pienen keon ja tämä toistuessaan paskoo koko homman.
Retraction ei vaikuta oikeastaan juuri mitään ja
e stepsit on kalibroitu.
Printtaus jatkuvalla liikkeellä ei aiheuta mitään ongelmia, mutta pakkohan sen tyhjiä liikkeitä tehdä on.
On hidastettu ja nopeutettu.
On kokeiltu eri lämpöjä.
Retractionit, z-hopit ja aikalailla kaikki mitä nyt mieleen juolahtaa.
Netti pullollaan säikeistymisongelmia, mutta tälläsestä ei löydy mitään.
Oot varmaa tuulettimen kaa leikkiny? Itellä 0-60% välillä riippuen geometriasta vakio enderin tuulettimella, yleensä 30%. 235/70c lämmöt toiminu ihan ok.
Kantsii kans tehdä muutamat cold pullit jos oot uittanu sitä nozzlee petgis ennen ku keksit z hopit, menee meinaa herkästi osittain tukkoo. Flow ja PA kantsii säätää alkuun nii ei ainakaa overextrudee ja laskee tarvittavaa retraction arvoo (6->4 bowdenil). Jos kerkes paljo extruder nakuttaa nii käytä fan shroud irti ja kato ettei hotend oo pukannu heatbreakin välistä petgiä.
Ooks klipperil säätäny input shaperit ja pressure advance et pystyt printtailee noil vauhdeilla ilman jäätävää ringingii ja kulmien pyöristymistä? Paljo acceleration? 3k toi on aika perushyvä vauhti ja vakiollakin saavutettavissa.
Tämmösillä nopeuksilla olen hyvillä tuloksilla tulostanut PLA ja PETG muovia aikaisemmin. Tämä ASA on tosiaan uusi tuttavuus itselleni. Aiemmin tulostelin samoilla asetuksilla raftin kanssa 50x50x50 avoimen kuution onnistuneesti. Toki se on huomattavasti pienempi kuin nyt yrittämäni lähes koko tulostusalueen kokoinen ja huomattavasti "hoikempi" tuloste.

Veikkaan et sul vaa falskaa se kaappi nii paljo et ASA alkaa jo curlaa liian kylmän ilman ja/tai vedon ja/tai liian kovan tuulettimen takia. Siel pitäs tosiaa olla jotai 50-70c riippuen volumetric flowsta. Varmaan vähemmänpuoleinen riittää dragonflyllä ja bedslingerin vauhdilla. Hotendin lämpötilaa voi kokeilla nostaa sit ku ambient tempin saa eka kuntoon.
Sitä kaappii saa varmasti 15min esilämmittää koosta riippuen ja se kotelon oma lämpöanturi sais lukee pedin korkeudelta eikä katonrajasta. Yli 40c lämmöillä kantsii tuoda elektroniikat pihalle sielt kaapista. Kaapin ei kannata olla paljon printteriä isompi, koska kestää sen verran kauemmin lämmittää. Jos se oikeesti on joku 2m korkee vaatekaappi nii asenna vaikka pahvilaatikko printterin päälle välikatoksi ja tilkkaa jesarilla tarvittaessa. 0.3x0.3x2m kaappia ei saa varmasti tunnissakaan pohjaa myöten tasaiseen 50c vaikka umpeen muurais.
Kantsii jotai nevermoree yms voron modei harkita jos oikeeseen enclosureen päädyt, kun ABS ja ASA dumppaa myrkkykaasuja vaikka ASA ei yhtä pahasti välttämättä nenään käryäkään. Jos päätä alkaa särkee nii tuuletus ei todellakaan oo riittävä.
Uutiset
-
NVIDIA julkaisi uudet GeForce- ja Studio 596.36 -ajurit näytönohjaimilleen
29.4.2026 01:21
-
Kiina suunnittelee jopa 2 eksaFLOPSin kotikutoista Lingsheng-supertietokonetta
29.4.2026 01:11
-
Steam Controller julkaistaan 4. toukokuuta
28.4.2026 21:07
-
Microsoft lupaa käyttäjille entistä laajempaa hallintaa Windows 11 -päivityksiin
28.4.2026 20:14
-
Intelin edullisiin kannettaviin suunnattu Core 3 ensimmäisessä testivuodossa
28.4.2026 00:22
Uusimmat viestit
-
 IPTV tv keskustelu * Lue aloituspostaus*
IPTV tv keskustelu * Lue aloituspostaus*- Viimeisin: Kalakeitto
-

-

-