-
PikanavigaatioAjankohtaista io-tech.fi uutiset Uutisia lyhyesti Muu uutiskeskustelu io-tech.fi artikkelit io-techin Youtube-videot Palaute, tiedotukset ja arvonnat
Tietotekniikka Prosessorit, ylikellotus, emolevyt ja muistit Näytönohjaimet Tallennus Kotelot ja virtalähteet Jäähdytys Konepaketit Kannettavat tietokoneet Buildit, setupit, kotelomodifikaatiot & DIY Oheislaitteet ja muut PC-komponentit
Tekniikkakeskustelut Ongelmat Yleinen rautakeskustelu Älypuhelimet, tabletit, älykellot ja muu mobiili Viihde-elektroniikka, audio ja kamerat Elektroniikka, rakentelu ja muut DIY-projektit Internet, tietoliikenne ja tietoturva Käyttäjien omat tuotetestit
Softakeskustelut Pelit, PC-pelaaminen ja pelikonsolit Ohjelmointi, pelikehitys ja muu sovelluskehitys Yleinen ohjelmistokeskustelu Testiohjelmat ja -tulokset
Muut keskustelut Autot ja liikenne Urheilu TV- & nettisarjat, elokuvat ja musiikki Ruoka & juoma Koti ja asuminen Yleistä keskustelua Politiikka ja yhteiskunta Hyvät tarjoukset Tekniikkatarjoukset Pelitarjoukset Ruoka- ja taloustarviketarjoukset Muut tarjoukset
Kauppa-alue
Navigation
Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Huomio: This feature may not be available in some browsers.
Lisää vaihtoehtoja
Tyylin valinta
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
3D-tulostaminen
- Keskustelun aloittaja micko
- Aloitettu
- Liittynyt
- 29.10.2016
- Viestejä
- 330
Miten paljon PLA ja PTEG materiaaleilla on käytännössä eroa mekaanisessa kestossa? Jos tekee pieniä käyttöesineitä, niin kannattaako ne tehdä PTEG:stä? Vai käytättekö vain kaikkeen PLA:ta? Lämmönkesto on ainakin PTEG:ssä parempi.
Mites jos pitää tulostaa pieniä kappaleita mahdollisimman tarkasti, niin onko siinä materiaalilla merkitystä?
Mites jos pitää tulostaa pieniä kappaleita mahdollisimman tarkasti, niin onko siinä materiaalilla merkitystä?
Viimeksi muokattu:
- Liittynyt
- 29.10.2016
- Viestejä
- 330
tupla
Lassivv
Premium-jäsen
- Liittynyt
- 12.02.2017
- Viestejä
- 3 373
Tulostan lähinnä kaikkea pientä mekaaniseen liittyvää oikeastaan 100% petg:llä. Lämpö kesto ero on kylllä verrattuna PLA:han, joustavuutta myös petg enemmän.. pla rävähtää helpommin kerralla "poikki" petg taas joustaa ja joustaa ennenkun katkeaa.
Thomaksen Filaween sarja kertoo aika paljon filamenttien eroista ja jos enempi kiinnostaa niin katsoo koko Filaween soittolistan samaiselta kaverilta läpi:
Thomaksen Filaween sarja kertoo aika paljon filamenttien eroista ja jos enempi kiinnostaa niin katsoo koko Filaween soittolistan samaiselta kaverilta läpi:
Viimeksi muokattu:
- Liittynyt
- 29.10.2016
- Viestejä
- 330
Kiitos, täytyy tilaa heti PETG kelat printterin mukana.
- Liittynyt
- 31.07.2017
- Viestejä
- 139
Oon tota Two Treesin Sapphire Plussaa tuossa nyt nakerrellut läjään. Klipperin kanssa meni sormi suuhun, eikä alkuperäinen firmis sovellu mun tarkoituksiin (siitä ehkä myöhemmin lisää, ei ole ihan fiksuimman kautta tuota tehty), joten päädyin konffailemaan Marlinia. Muutaman yrityksen ja erehdyksen (lähinnä kosketusnäyttöön liittyen) jälkeen sain väännettyä uusimman Marlinin halutuilla lisäkikkareilla, mutta X- ja Y-akseleiden liikerata on aika metsässä. Kinematiikka siis toimii oikein, mutta näytön mukaan akselit liikkuvat sen 300mm, käytännössä kuitenkin vain noin pedin puoleen väliin asti.
Kävin Marlinin esimerkki-konffeja tuolle tulostimelle, sekä muutamia googella löydettyjä "toimivia" konffitiedostoja läpi. Niissä kaikissa arvot olivat säädetty:
Configuration.h
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 410 }
Configuration.adv.h
#define MICROSTEP_MODES { 16, 16, 16, 16, 16, 16 }
Kaikilla akseleilla on TMC2225:t, jotka on Configuration.h:ssa säädetty ohjeiden mukaan:
#define X_DRIVER_TYPE TMC2208_STANDALONE
Onko Marlinissa muita asetuksia, jotka voivat tuohon vaikuttaa?
Toki saan liikeradat kalibroitua tulostamalla testikikkareen ja M92:lla ajettua korjaavat arvot (jotka halutessa voi sitten päivittää myös firmikseen), mutta tässä puolen iltaa olen koittanut keksiä loogista selostusta siihen, miksi tuo tekee noin. Toki nuo Sapphiret tuntuu olevan "ei kahta samanlaista" tyylisiä laitteita, mm. emolevyversiot, stepperin ohjainpiirit, dual-z mekanismit yms näyttää muuttuvan vähän väliä, mutta en usko niiden kuitenkaan hihnapyöriä muuttaneen (ovat näppitunteella samaa kokoa kuin Endereissä). Googletin noiden stepperidenkin olevan 1,8 asteisia, joten tuskin niistäkään eroa tulee.
Kävin Marlinin esimerkki-konffeja tuolle tulostimelle, sekä muutamia googella löydettyjä "toimivia" konffitiedostoja läpi. Niissä kaikissa arvot olivat säädetty:
Configuration.h
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 410 }
Configuration.adv.h
#define MICROSTEP_MODES { 16, 16, 16, 16, 16, 16 }
Kaikilla akseleilla on TMC2225:t, jotka on Configuration.h:ssa säädetty ohjeiden mukaan:
#define X_DRIVER_TYPE TMC2208_STANDALONE
Onko Marlinissa muita asetuksia, jotka voivat tuohon vaikuttaa?
Toki saan liikeradat kalibroitua tulostamalla testikikkareen ja M92:lla ajettua korjaavat arvot (jotka halutessa voi sitten päivittää myös firmikseen), mutta tässä puolen iltaa olen koittanut keksiä loogista selostusta siihen, miksi tuo tekee noin. Toki nuo Sapphiret tuntuu olevan "ei kahta samanlaista" tyylisiä laitteita, mm. emolevyversiot, stepperin ohjainpiirit, dual-z mekanismit yms näyttää muuttuvan vähän väliä, mutta en usko niiden kuitenkaan hihnapyöriä muuttaneen (ovat näppitunteella samaa kokoa kuin Endereissä). Googletin noiden stepperidenkin olevan 1,8 asteisia, joten tuskin niistäkään eroa tulee.
Tuo "mahdollisimman tarkasti" taitaa olla venyvä käsite? Mennääkö siinä harrastajaluokassa resiinitulostimiin tai siis materiaalilla ja välineillä on paljon merkitystä. PLA on helpompaa mittatarkkuudessa, ainakin kutistuminen siinä on vähäisempää kuin vaikka ABS/ASA. Riippuu tarkoituksesta mikä on mekaanisessa kestossa parempaa. Mekaaninen iskun kestävyys ei ole hyvä PLA:ssa. PETG tulostuu kotelon kanssa varmemmin ja siinä ei sitten ole pitkä matka ABS:ään. Jos tulostuksessa syntyvät höyryt ei tule asuintiloihin/hengitysilmaan, niin ABS kelpaa myös aloittelijalle. Lämmönkesto on PLA:ta ja PETG:tä parempi. Kumpikaan noista ei sovi hyvin esim. 60C veden lämpötiloihin + sisältää sen että säilyttää muotonsa ja mekaanisen kolhujen kestävyyden.Miten paljon PLA ja PTEG materiaaleilla on käytännössä eroa mekaanisessa kestossa? Jos tekee pieniä käyttöesineitä, niin kannattaako ne tehdä PTEG:stä? Vai käytättekö vain kaikkeen PLA:ta? Lämmönkesto on ainakin PTEG:ssä parempi.
Mites jos pitää tulostaa pieniä kappaleita mahdollisimman tarkasti, niin onko siinä materiaalilla merkitystä?
Mielenkiinnosta kysyn...en pystyny oleen kysymättä...mitä sä tulostelet kun tarttee kestää 60c vettä ja kestää kolhuja?Kumpikaan noista ei sovi hyvin esim. 60C veden lämpötiloihin + sisältää sen että säilyttää muotonsa ja mekaanisen kolhujen kestävyyden.
edit: Taisin keksiäkin sen, sä tulostelet astioita joita peset astianpesukoneessa?
Toinen vaihtoehto on vanha tiskipöytä ja siihen siivilä. Välillä kaataa kuumaa vettä ja muoto ei saa pettää liikaa. Kolmas on irtoteelle siivilä. Siinä huuhteluvesi yleensä viileätä, mutta ei haittaa, jos voi joskus kuumalla pestä. Noissa kohteissa muovin ei tarvitse olla samalla tavalla elintarvikekelpoista. Astianpesukoneen osille nailoni olisi hyvä? Tai onko jäykkä TPU myös kelvollinen astianpesukoneeseen. Jäykkää TPU:ta tulostaa hitaasti bowden putken läpi.Mielenkiinnosta kysyn...en pystyny oleen kysymättä...mitä sä tulostelet kun tarttee kestää 60c vettä ja kestää kolhuja?
edit: Taisin keksiäkin sen, sä tulostelet astioita joita peset astianpesukoneessa?
Edit: teekannussa on metallinen pienisilmäinen siivilä, mutta liotetut teenlehden silput kaadan siivilän läpi viemäriin. PETG:stä tehty siivilä on käytössä muuttanut jonkun verran muotoaan -- toimii edelleen, mutta voisi tehdä vähän toisen mallisena uudelleen.
Viimeksi muokattu:
- Liittynyt
- 23.03.2017
- Viestejä
- 436
Omasta mielestä petg kestää lämpöä ja säilyttää muotonsa/ ominaisuutensa aika hyvin. Tein edellisessä työpaikassa huoltoautoon kytkinpaneelin joka kiinnitettiin kojelaudan päälle A pilarin viereen. Olin suhteellisen varma että kesä kun tulee niin se siitä auringon paahteessa vetää veltoksi. Sille ei tapahtunut mitään, kovillakaan helteillä ei alkanut pehmetä kun sitä koitin painella. Toki en mitään lämpötiloja mittaillut tai tutkinut sen enempää.Lämmönkesto on PLA:ta ja PETG:tä parempi. Kumpikaan noista ei sovi hyvin esim. 60C veden lämpötiloihin + sisältää sen että säilyttää muotonsa ja mekaanisen kolhujen kestävyyden.
Ei kai teillä hanasta tule 60 asteista vettä?Toinen vaihtoehto on vanha tiskipöytä ja siihen siivilä. Välillä kaataa kuumaa vettä ja muoto ei saa pettää liikaa. Kolmas on irtoteelle siivilä. Siinä huuhteluvesi yleensä viileätä, mutta ei haittaa, jos voi joskus kuumalla pestä. Noissa kohteissa muovin ei tarvitse olla samalla tavalla elintarvikekelpoista. Astianpesukoneen osille nailoni olisi hyvä? Tai onko jäykkä TPU myös kelvollinen astianpesukoneeseen. Jäykkää TPU:ta tulostaa hitaasti bowden putken läpi.
Edit: teekannussa on metallinen pienisilmäinen siivilä, mutta liotetut teenlehden silput kaadan siivilän läpi viemäriin. PETG:stä tehty siivilä on käytössä muuttanut jonkun verran muotoaan -- toimii edelleen, mutta voisi tehdä vähän toisen mallisena uudelleen.
")
Oikeastaan mikään 3D tulostusmateriaali ei ole elintarvikekelpoista! Vaikka materiaali sinällään olisikin, niin tulostusmenetelmä ei missään tapauksessa ole, ja vaikka sekin olisi, niin tulostusmenetelmän vuoksi pinnan muodot ovat bakteerejä kerääviä, joten kyllä ne ruoka-astioiden tulostamisen olisi hyvä unohtaa. Toki astiat on mahdollista tulostamisen jälkeen pinnoittaa jollakin materiaalilla joka on sekä elintarvikekelpoista että jättää pinnan joka on helppo pitää puhtaana, mutta tällöin yleensä hinta nousee niin korkeaksi että toiset valmistusmenetelmät nousevat ohi. 3D tulostaminen on erinomainen lisä kenen tahansa DIY henkilön työkaluvalikoimaan, mutta ei se nyt ihan joka asiaan taivu.
J4nnun mainitsema auton sisälle tulostus on yksi hyvä esimerkki missä lämpötilalla on merkitystä ja sinne PLA ei käy. Tosin mulla ei kyllä käyny PETG:kään vaan aurinkolasi-klipsi muutti muotoaan kun auton sisällä oli kesäauringossa 80 astetta
Omat tulostukset 95% PLA:ta.
Kattilasta voi tulla yli 60C lämpöistä vettä vaikka hanasta ei tule. Oma tarkkuutensa ehkä on paikallaan myös niissä muovisissa esineissä mitä pitää keittiössä lähellä ruokailutarvikkeita. Tuo siivilä josta ei oteta mitään syötäväksi ei käytännössä vaadi elintarvikekelpoisuutta. Miten sitten on sellaisen laitto astianpesukoneeseen? Ehkä kannattaisi seuraava tehdä PLA:sta ja katsoa miten toimii, kun käyttää joskus astianpesukoneessa ja laittaa 70C ohjelmaan. Paljonko kovettuu ja haurastuu siitä.Ei kai teillä hanasta tule 60 asteista vettä?
Oikeastaan mikään 3D tulostusmateriaali ei ole elintarvikekelpoista! Vaikka materiaali sinällään olisikin, niin tulostusmenetelmä ei missään tapauksessa ole, ja vaikka sekin olisi, niin tulostusmenetelmän vuoksi pinnan muodot ovat bakteerejä kerääviä, joten kyllä ne ruoka-astioiden tulostamisen olisi hyvä unohtaa. Toki astiat on mahdollista tulostamisen jälkeen pinnoittaa jollakin materiaalilla joka on sekä elintarvikekelpoista että jättää pinnan joka on helppo pitää puhtaana, mutta tällöin yleensä hinta nousee niin korkeaksi että toiset valmistusmenetelmät nousevat ohi. 3D tulostaminen on erinomainen lisä kenen tahansa DIY henkilön työkaluvalikoimaan, mutta ei se nyt ihan joka asiaan taivu.
J4nnun mainitsema auton sisälle tulostus on yksi hyvä esimerkki missä lämpötilalla on merkitystä ja sinne PLA ei käy. Tosin mulla ei kyllä käyny PETG:kään vaan aurinkolasi-klipsi muutti muotoaan kun auton sisällä oli kesäauringossa 80 astetta
Omat tulostukset 95% PLA:ta.
Kaippa sitä kannattaisi joskus kokeilla nailonin tulostusta. Ender 5+ kai sen lämpötilat kestäisi, kun bowden putki on tullut vaihdettua Capricorniin. (Tuolla TL Transparent PTFE Bowden 1,75 mm / 1 m näkyy sille leikkuri, mutta ei kai sitä tarvitse, kun tehdasleikatun laittaa kuumaan päähän ja oman leikkauksen sinne syötön puolelle. Ehkä kannattaisi ostaa toinen putki varalle.)
Omakin mielipide on, että PLA on lähtökohtaisesti paras: halpaa, laajalti saatavissa, hyvät tulostusominaisuudet, riittävä mekaaninen kesto, siedettävä lämmönkesto, melko ympäristöystävällistä (tässä kontekstissa), todennäköisesti vähiten epäterveellisten (ainaki tulostuspäästöjen suhteen) joukossa.
Kuitenkin PLA vs. PETG vs. ABS -keskustelussa usein unohtuu nämä perusmateriaaleista modifioidut langat. Harva lanka varmaan on oikeasti "puhdasta" nimensä mukaista muovia. Valmistajathan joka tapauksessa lisäävät PLA:n joukkoon erilaisia "mausteita", jotka muuttavat ominaisuuksia. PLA+-merkinnän alla myydään sitten enemmän tai vähemmän ominaisuuksiltaan paranneltuja materiaaleja. Sama homma ABS+:n ja PETG+:n kanssa. Valitettavasti et tiedä mitä sekaan on pistetty, koska se on liikesalaisuus. Näiden vertaileminenkin on vaikee, kun joka valmistajalla on oma resepti. Itsellä on Volcano PLA kokeilussa:

 www.formfutura.com
www.formfutura.com
Hyvin toimii muuten, mutta en tuosta vetonaulasta eli lämpökäsittelyn (mielestäni huonosti nimetty "annealing") parantamista ominaisuuksista vielä osaa sanoa, kun jonkun sopivan uunin rakentaminen/hankkiminen on vähän vaiheessa. Aika kallista, mutta alesta maksoi saman verran kuin laadukkaammat PLA:t kilohinnaltaan.
Sinänsä kaikki PLA on lämpökäsiteltävissä (uunissa, vedessä, hiekassa) kestävämmäksi (mekaanisesti ja lämmön kestoltaan), jos sietää mittojen muuttumisen. Tämä kiteytyminen (crystallization) tapahtuu myös kuumassa ympäristössä itsekseen ajan, jos lämpö ei ole liian korkea tuhoamaan osaa heti. Myös osan makaaminen 60c pedillä pitkän tulostuksen ajan tekee tätä.

Kuitenkin PLA vs. PETG vs. ABS -keskustelussa usein unohtuu nämä perusmateriaaleista modifioidut langat. Harva lanka varmaan on oikeasti "puhdasta" nimensä mukaista muovia. Valmistajathan joka tapauksessa lisäävät PLA:n joukkoon erilaisia "mausteita", jotka muuttavat ominaisuuksia. PLA+-merkinnän alla myydään sitten enemmän tai vähemmän ominaisuuksiltaan paranneltuja materiaaleja. Sama homma ABS+:n ja PETG+:n kanssa. Valitettavasti et tiedä mitä sekaan on pistetty, koska se on liikesalaisuus. Näiden vertaileminenkin on vaikee, kun joka valmistajalla on oma resepti. Itsellä on Volcano PLA kokeilussa:
Volcano PLA
High quality 3D Volcano PLA . Worldwide shipping with UPS & FedEx. One-stop shop for 3D printing materials. Ordered before 15h CET? Ships same business day
www.formfutura.com
Hyvin toimii muuten, mutta en tuosta vetonaulasta eli lämpökäsittelyn (mielestäni huonosti nimetty "annealing") parantamista ominaisuuksista vielä osaa sanoa, kun jonkun sopivan uunin rakentaminen/hankkiminen on vähän vaiheessa. Aika kallista, mutta alesta maksoi saman verran kuin laadukkaammat PLA:t kilohinnaltaan.
Sinänsä kaikki PLA on lämpökäsiteltävissä (uunissa, vedessä, hiekassa) kestävämmäksi (mekaanisesti ja lämmön kestoltaan), jos sietää mittojen muuttumisen. Tämä kiteytyminen (crystallization) tapahtuu myös kuumassa ympäristössä itsekseen ajan, jos lämpö ei ole liian korkea tuhoamaan osaa heti. Myös osan makaaminen 60c pedillä pitkän tulostuksen ajan tekee tätä.
Annealing 3D Printed Plastics: Sous Vide Style | justinmklam
When hobbies combine and engineering takes over.
www.justinmklam.com
- Liittynyt
- 16.10.2016
- Viestejä
- 64
Täytyykin kokeilla tuon linkin ideaa vesihauteesta, eipä ole juolahtanut mieleenOmakin mielipide on, että PLA on lähtökohtaisesti paras: halpaa, laajalti saatavissa, hyvät tulostusominaisuudet, riittävä mekaaninen kesto, siedettävä lämmönkesto, melko ympäristöystävällistä (tässä kontekstissa), todennäköisesti vähiten epäterveellisten (ainaki tulostuspäästöjen suhteen) joukossa.
Kuitenkin PLA vs. PETG vs. ABS -keskustelussa usein unohtuu nämä perusmateriaaleista modifioidut langat. Harva lanka varmaan on oikeasti "puhdasta" nimensä mukaista muovia. Valmistajathan joka tapauksessa lisäävät PLA:n joukkoon erilaisia "mausteita", jotka muuttavat ominaisuuksia. PLA+-merkinnän alla myydään sitten enemmän tai vähemmän ominaisuuksiltaan paranneltuja materiaaleja. Sama homma ABS+:n ja PETG+:n kanssa. Valitettavasti et tiedä mitä sekaan on pistetty, koska se on liikesalaisuus. Näiden vertaileminenkin on vaikee, kun joka valmistajalla on oma resepti. Itsellä on Volcano PLA kokeilussa:
Volcano PLA
High quality 3D Volcano PLA . Worldwide shipping with UPS & FedEx. One-stop shop for 3D printing materials. Ordered before 15h CET? Ships same business day
Hyvin toimii muuten, mutta en tuosta vetonaulasta eli lämpökäsittelyn (mielestäni huonosti nimetty "annealing") parantamista ominaisuuksista vielä osaa sanoa, kun jonkun sopivan uunin rakentaminen/hankkiminen on vähän vaiheessa. Aika kallista, mutta alesta maksoi saman verran kuin laadukkaammat PLA:t kilohinnaltaan.
Sinänsä kaikki PLA on lämpökäsiteltävissä (uunissa, vedessä, hiekassa) kestävämmäksi (mekaanisesti ja lämmön kestoltaan), jos sietää mittojen muuttumisen. Tämä kiteytyminen (crystallization) tapahtuu myös kuumassa ympäristössä itsekseen ajan, jos lämpö ei ole liian korkea tuhoamaan osaa heti. Myös osan makaaminen 60c pedillä pitkän tulostuksen ajan tekee tätä.
Annealing 3D Printed Plastics: Sous Vide Style | justinmklam
When hobbies combine and engineering takes over.www.justinmklam.com

Täytyykin kokeilla tuon linkin ideaa vesihauteesta, eipä ole juolahtanut mieleen
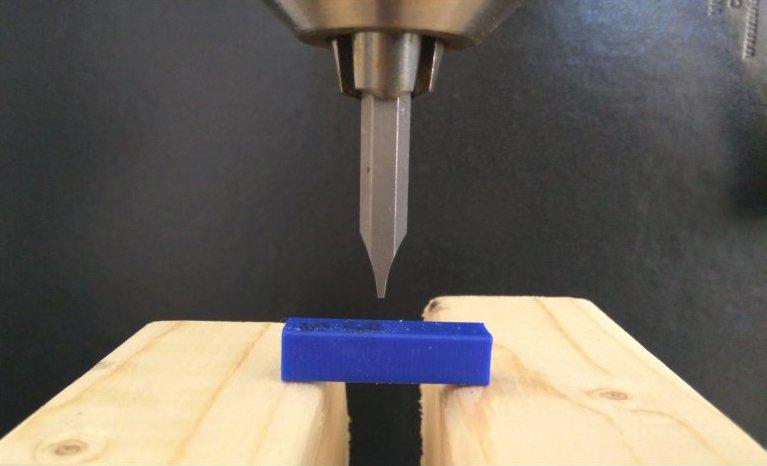
Tässä näkee ton efektin hienosti lämmön osalta:
Noissa erikoislangoissa tosiaan on jotain lisäaineita, joiden tarkoitus on ehkäistä tuota mittojen muuttumista. Tässä vielä pari muuta tapaa mitkä jääny mieleen:
Mielestäni toi vuoka lämmitetyn tulostusalustan päälle -metodi on simppeliydessään aika hyvä, mutta eipä oo sitäkään tullu (vielä) kokeiltua. Tekee sopivan g-koodin, joka halutulla tavalla säätää lämpötilan (ja muutosnopeuden) ja keston. Sinänsä noin lämmitetyt alustat menee usein tarvittaviin lämpöihin, esim. Prusan pitäisi pystyä ongelmitta tuohon Volcano PLA:n suositeltuun 110c lämpötilaan.
Eikös PLA aiheuta VOC:eja kuten kaikki muutkin materiaalit.
Printtereistä siis tulee kaasumaisia päästöjä (pääasiassa haihtuvat orgaaniset yhdisteet, VOC) ja hiukkaspäästöjä (joista tämän hetken tiedon mukaan vahingollisimpia ovat pienimmät ns. pienhiukkaset). Noiden eri komponenttien terveysriskejä on monimutkaista ja vaikeaa arvioida. Varsinkin, kun on vaikea tietää mitä niissä filamenteissa oikeasti on. Itse pidän joka tapauksessa tuota pienhiukkasten aiheuttamaa altistusta merkittävämpänä.
Tässä on suomalaista tutkimusta, jossa vertailtu ABS- ja PLA-muoveja pienhiukkasten ja kaasumaisten päästöjen suhteen:
Characterization of Emissions from a Desktop 3D Printer
Ote:
3D printing produced a significant amount of nanoparticle emissions, when printing with ABS polymer. PLA printing, using the recommended settings, did not produce considerable nanoparticle concentrations. The extruder temperature played an important role in particle emission, with emissions clearly increasing as temperature rose. The malfunction of printers also caused an increase in particle emission and particle size. The mean particle size in our study ranged from 7.8 to 10.5 nm in regular printing, which differs significantly from previous studies. Particles were made of high- and low-volatility compounds, and no refractory cores were observed. Volatile organic and other gaseous compounds were not detected or, if found, were only in traceable amounts, lower than any exposure limit value. Printing polymers differed mostly by the traceable amounts of styrene present during ABS printing.
PLA (tässä koeasetelmassa) päästi paljon vähemmän pienhiukkasia kuin ABS. Kaasumaiset päästöt olivat vähäisiä. Mun ymmärrys on, että PETG on hiukkaspäästöjen suhteen samaa luokkaa kuin PLA.
Itsellä suunnitelmana askarrella jonkinlainen suodatin koteloon, mutta no saa nähdä miten PLA:n tulostaminen onnistuu suljetussa tilassa.
PLA tulostuu ongelmitta itselläni suljetussa kotelossa. Jos suodattimia suunnittelee ja haluaa tehdä muutakin kuin lumehoitoa, niin kannattaa tutustua johonkin asiantuntijan suunnitelemaan ratkaisuun sopivien suodattimien, niiden vaihtovälin, ilmavirran jne. suhteen. Aika usein noi näkemäni (esim. Thingiversestä löytyvät) perustuu sellaiseen toiveajatteluun. Siitäkin voi olla toki psyykkisen voinnin kannalta hyötyä.
Viimeksi muokattu:
Itse tulostellu muutamissa ajanjaksoissa enemmän (useita kuukausia) ja niihin aikoihin sisältyny hengenahdistusta. Sitä itsellä esintyy muutenkin silloin tällön, mutta pitkän aikaan saanut olla taas rauhassa. Nyt yks ilta tulostelin taas paljon ja samalla tullut hengenahdistusta, nii olisi mukava tietää onko muilla ollut vastaavia, vai onko vain sattumaa.
- Liittynyt
- 27.02.2017
- Viestejä
- 285
Se voi olla että talvella ku on lämmityskausi ja kuiva ilma ni herkemmin reagoi pieniinki päästöihin.
Ite laitan kämpän poistoilma venttiilien viereen ton enderin, crealityn omaan telttaan ni eipähän kierrä kämpässä hiukkaspäästöt nii paljoa.
Ja meinasin diyttää semmosen ilmanlaatumittarinki ni voi vähän seurata IoT Based Air Pollution/Quality Monitoring with ESP8266
Ite laitan kämpän poistoilma venttiilien viereen ton enderin, crealityn omaan telttaan ni eipähän kierrä kämpässä hiukkaspäästöt nii paljoa.
Ja meinasin diyttää semmosen ilmanlaatumittarinki ni voi vähän seurata IoT Based Air Pollution/Quality Monitoring with ESP8266
- Liittynyt
- 29.10.2016
- Viestejä
- 330
Niin varmaan järkevää sijoittaa tulostin sinne suuntaan, josta ilma on menossa pois päin asunnossa, eli kylppärit ja vaatehuoneet esim. Itse taidan viedä tulostimen autotalliin kun sen saa testattua yms.
- Liittynyt
- 29.10.2016
- Viestejä
- 330
Täällähän tuli hyvää keskustelua eri materiaaleista. Just käytännön kokemuksia hain. Helposti löytyy tietoa että PETG on kestävämpää kuin PLA, mutta onko esim PLA+ kuitenkin riittävän kestävä. Tällä hetkellä olen tulostellut kirjastossa PLA materiaalia ja melko kestäviä kappaleita silläkin on saanut. Nyt laitan oman Enderin tilaukseen ja täytyy ottaa sitten molempi PLA+ ja PETG keloja. Hinnathan noissa näyttää olevan aika samoja.
Oletteko käyttänyt Enderillä mitä liimaa tai lakkaa PETG:llä? Onko se pakollista? Onko esim Magigoo Original hyvä liima?
Oletteko käyttänyt Enderillä mitä liimaa tai lakkaa PETG:llä? Onko se pakollista? Onko esim Magigoo Original hyvä liima?
Printtereistä siis tulee kaasumaisia päästöjä (pääasiassa haihtuvat orgaaniset yhdisteet, VOC) ja hiukkaspäästöjä (joista tämän hetken tiedon mukaan vahingollisimpia ovat pienimmät ns. pienhiukkaset). Noiden eri komponenttien terveysriskejä on monimutkaista ja vaikeaa arvioida. Varsinkin, kun on vaikea tietää mitä niissä filamenteissa oikeasti on. Itse pidän joka tapauksessa tuota pienhiukkasten aiheuttamaa altistusta merkittävämpänä.
Tässä on suomalaista tutkimusta, jossa vertailtu ABS- ja PLA-muoveja pienhiukkasten ja kaasumaisten päästöjen suhteen:
Characterization of Emissions from a Desktop 3D Printer
Ote:
PLA (tässä koeasetelmassa) päästi paljon vähemmän pienhiukkasia kuin ABS. Kaasumaiset päästöt olivat vähäisiä. Mun ymmärrys on, että PETG on hiukkaspäästöjen suhteen samaa luokkaa kuin PLA.
PLA tulostuu ongelmitta itselläni suljetussa kotelossa. Jos suodattimia suunnittelee ja haluaa tehdä muutakin kuin lumehoitoa, niin kannattaa tutustua johonkin asiantuntijan suunnitelemaan ratkaisuun sopivien suodattimien, niiden vaihtovälin, ilmavirran jne. suhteen. Aika usein noi näkemäni (esim. Thingiversestä löytyvät) perustuu sellaiseen toiveajatteluun. Siitäkin voi olla toki psyykkisen voinnin kannalta hyötyä.
Nevermorea porukka tuntuu suosittelevan. Paras ratkasuhan varmaan olis just autotalli/liiteri, mutta sellaista ei multa löydy.
Niin siis mä väittäisin, että monesti materiaalia tärkeämpi on ne asetukset joita käytät ja asento jossa tulostat. Kappaleet ovat aivan eri vahvuisia jos pistät normaalin 2 seinämän sijasta vaikkapa 5 seinämää. Mulla joskus hajos semmonen nupi-osa telineestä jolla kiinnitin kännykän pyörän sarviin ja vaikka ehkä järkevin vaihto tulostuksessa olisi ollut kääntää kappale tulostuspedillä 90 astetta eli makuulleen, jolloin kappaleessa rasitus olisi tullut tulostuskerroksia vastaan eikä niiden suuntaisesti, kokeilin kuitenkin että yksinkertaisesta tulostin saman kappaleen 15 seinämällä (taisi olla 5 seinämää alunperin). Tuolla tavalla vältin kappaleen santapaperilla hiomisvaiheen kokonaan ja lopputulos on niin vahva etten saanut sitä rikki vaikka yritin.Täällähän tuli hyvää keskustelua eri materiaaleista. Just käytännön kokemuksia hain. Helposti löytyy tietoa että PETG on kestävämpää kuin PLA, mutta onko esim PLA+ kuitenkin riittävän kestävä. Tällä hetkellä olen tulostellut kirjastossa PLA materiaalia ja melko kestäviä kappaleita silläkin on saanut. Nyt laitan oman Enderin tilaukseen ja täytyy ottaa sitten molempi PLA+ ja PETG keloja. Hinnathan noissa näyttää olevan aika samoja.
Oletteko käyttänyt Enderillä mitä liimaa tai lakkaa PETG:llä? Onko se pakollista? Onko esim Magigoo Original hyvä liima?
Lämpötiloja kestävästä materiaalista oli puhe, siihenhän on myös monia erikoisfilamentteja valmistettu, kuten mm Fillamentumin NonOilen, joka kestää 110 asteeseen asti ilman lämpökäsittelyä:
NonOilen®
Main features: ✅ Temperature resistance up to 110 °C✅ Objects may be washed in the dishwasher✅ Easy 3D printing comparable with PLA ✅ Safe for food contact applications✅ 100% made of polymers from renewable resources (bio-based)✅ Decomposition in compost is about 3x faster than PLA Food Contact...
 shop.fillamentum.com
shop.fillamentum.com
PETG:n irroituskomponenttina olen käyttänyt Clasun violettia paperiliimaa, joka kuivuessaan muuttaa värinsä violetista värittömäksi/valkoiseksi, niin tietää koska liima on valmiina tulostukseen.
Liimapuikko 21 g | Clas Ohlson
 www.clasohlson.com
www.clasohlson.com
- Liittynyt
- 18.11.2016
- Viestejä
- 965
Ei suoranaisesti aiheeseen liity, mutta kyselen täältä. Muistaakseni täällä joku kertoi tekevänsä muille käyttäjille maksua vastaan tulosteita ja mahdollisesti jopa auttavansa mallinnuksessa. Nyt ei tunnu mistään löytyvän? Pitäisi saada tulostettua 120mm tuulettimille korokkeita.
- Liittynyt
- 17.10.2016
- Viestejä
- 1 871
Voin ehkä auttaa kun tulostimelle tulossa ehkä kohta vapaata aikaa kun alkaa olemaan tällä erää kaikki tulostettu.
Toiseen asiaan, kuinka mittaatte jäljellä olevat filamentti? Vaaka vai jokin muu?
Vaakaa vähän miettinyt hankittavaksi, mutta ongelma on se että noissa filamentti rullissa en ole nähnyt tare painoja. Eli ei oikein toimi vaaka tähän? Vai punnitsetteko täyden kelan ja oletatte että jos toimittaja lupaa 1100g niin että se siitä myös löytyy?
Alkaa olemaan noita jämiä jonkin verran nurkissa, enkä viitsi niistä mitään tulostaa kun pelkään että loppuu kesken. Olisi kiva siivota laatikoihin tilaa ajamalla noi pois sopivan osan kohdalla.
Toiseen asiaan, kuinka mittaatte jäljellä olevat filamentti? Vaaka vai jokin muu?
Vaakaa vähän miettinyt hankittavaksi, mutta ongelma on se että noissa filamentti rullissa en ole nähnyt tare painoja. Eli ei oikein toimi vaaka tähän? Vai punnitsetteko täyden kelan ja oletatte että jos toimittaja lupaa 1100g niin että se siitä myös löytyy?
Alkaa olemaan noita jämiä jonkin verran nurkissa, enkä viitsi niistä mitään tulostaa kun pelkään että loppuu kesken. Olisi kiva siivota laatikoihin tilaa ajamalla noi pois sopivan osan kohdalla.
Voin ehkä auttaa kun tulostimelle tulossa ehkä kohta vapaata aikaa kun alkaa olemaan tällä erää kaikki tulostettu.
Toiseen asiaan, kuinka mittaatte jäljellä olevat filamentti? Vaaka vai jokin muu?
Vaakaa vähän miettinyt hankittavaksi, mutta ongelma on se että noissa filamentti rullissa en ole nähnyt tare painoja. Eli ei oikein toimi vaaka tähän? Vai punnitsetteko täyden kelan ja oletatte että jos toimittaja lupaa 1100g niin että se siitä myös löytyy?
Alkaa olemaan noita jämiä jonkin verran nurkissa, enkä viitsi niistä mitään tulostaa kun pelkään että loppuu kesken. Olisi kiva siivota laatikoihin tilaa ajamalla noi pois sopivan osan kohdalla.
Itse tehnyt niin että aina kun avaan uuden kelan niin punnitsen sen täytenä ja kirjotan tussilla kelan kylkeen painon, voi sitten myöhemmin punnita vajaata kelaa ja ynnäillä siitä mitä kelassa on vielä jäljellä. Oon huomannut että nuo valmistajien ilmoittamat tyhjien kelojen painot ei ihan piä paikkaansa, oon huomannut välillä jopa 40g heittoja että jos tarkasti pitäis niiden perusteella saada tietää jäljellä olevan filamentin määrä niin ei onnistu. Materiaalin määrä taasen pitänyt kyllä paikkansa. Ehkä jos jotain halvinta noname filamenttia ostaa niin niissä ei ehkä välttämättä tule aina luvattua määrää(ei kokemusta) mutta isoimmilla toimijoilla kyllä tullut tähän asti ainakin vähintään se mitä luvattukin
Viimeksi muokattu:
Onko suositella jotain kustannustehokasta vaakaa? Varmaan gramman tarkkuus riittää, mutta mistä tälläisiä saisi järkihintaan?
Mulla on mm. tämmönen:

200*0.01g Mini High Precision Digital Portable Jewelry Gold Scale Professional Banlance Weight Tools Electronic Kitchen Machine - AliExpress 1420
Smarter Shopping, Better Living! Aliexpress.com
Toi on 0,01g/200g. Testattuna ihan kohtuullisen tarkka. Tossa on hyvää, että on hyvä näyttö, tavalliset paristot ja tulee 50g kalibrointipaino mukana.
Toinen on tämmönen isompi 1g/15kg:
Tämmönen auttava kalibrointipainosarja maksaa alle kympin:

17Pcs 10mg-100g Grams Precision Digital Scale Calibration Weight Set Test Jewelry Scale Tweezer Balance Weighting Tools Silver - AliExpress 1420
Smarter Shopping, Better Living! Aliexpress.com
Viimeksi muokattu:
Itse tehnyt niin että aina kun avaan uuden kelan niin punnitsen sen täytenä ja kirjotan tussilla kelan kylkeen painon, voi sitten myöhemmin punnita vajaata kelaa ja ynnäillä siitä mitä kelassa on vielä jäljellä. Oon huomannut että nuo valmistajien ilmoittamat tyhjien kelojen painot ei ihan piä paikkaansa, oon huomannut välillä jopa 40g heittoja että jos tarkasti pitäis niiden perusteella saada tietää jäljellä olevan filamentin määrä niin ei onnistu. Materiaalin määrä taasen pitänyt kyllä paikkansa. Ehkä jos jotain halvinta noname filamenttia ostaa niin niissä ei ehkä välttämättä tule aina luvattua määrää(ei kokemusta) mutta isoimmilla toimijoilla kyllä tullut tähän asti ainakin vähintään se mitä luvattukin
Octoprinttiin saa sitten näitä filament manager -plugineita, jotka pitää tuosta kirjaa:

- Liittynyt
- 28.03.2019
- Viestejä
- 73
Octoprintistä mieleen, käyttääkö muut sitä android octoa, mulla nyt käyny 4-5 kertaa niin että tulostus vain jämähtäny kesken kaiken, sen verran nypyttäny et jos paria tuntia pidempi tulostus ni printannu kortilta ja käyttäny octoa vaan seuraamiseen. Eikö tohon vajaitten kelojen ongelmaan oo niinkin yksinkertainem ratkaisu kuin filamentsensor?
- Liittynyt
- 17.10.2016
- Viestejä
- 1 871
Ei se filament sensor auta. Ainakin Ender 5+ se on niin typerä että kun filamentti loppuu katkaisee se myös lämmityksen. Eli kappale löystyy/irtoaa pedistä jos ei ole koneen vieressä vaihtamassa filamenttia.
Toinen on se, että ei mulla ole samoja värejä. Monessa tulosteessa se ei kyllä haittaa jos puolet on turkoosia ja puolet pinkkiä... että täytyy vain valita uhri sen mukaan.
Toinen on se, että ei mulla ole samoja värejä. Monessa tulosteessa se ei kyllä haittaa jos puolet on turkoosia ja puolet pinkkiä... että täytyy vain valita uhri sen mukaan.
Kiinostaisi mikä vaikuttaa kappaleen lujuuteen eniten kun tulostelen tällaista telinettä Modular Mounting System by HeyVye
Täyttö ja ilmeisesti ulkokerrosten määrä (Cura, wall line count?)
Millaisilla asetuksilla tuostaisitte tuon jalan pultin jossa kierre? entä varret?
Aikaisemmin lähinnä infillillä hakenut vahvuutta kappaleelle mutta asia ei varmaan niin yksinkertainen? Creality ender5 ja PETG (marwellilta)
Täyttö ja ilmeisesti ulkokerrosten määrä (Cura, wall line count?)
Millaisilla asetuksilla tuostaisitte tuon jalan pultin jossa kierre? entä varret?
Aikaisemmin lähinnä infillillä hakenut vahvuutta kappaleelle mutta asia ei varmaan niin yksinkertainen? Creality ender5 ja PETG (marwellilta)
Maltillisesti modattu CR-10S pro löytyisi tyhjänpanttina pk. seudulta jos isomman pedin vehje kelpaa.Sen verran offtopicia että jos jollain on jäänyt tyhjänpantiksi esim Ender 3V2/3/3Pro tai jokin muu vastaava printteri niin tänne voi tarjota ennenkuin laitan kiinanmaalta jonkun tulemaan
Pari pointtia tähän:Täyttö ja ilmeisesti ulkokerrosten määrä (Cura, wall line count?)
1) Seinämien määrä vaikuttaa kappaleen vahvuuteen enemmän kuin täyttö
2) Täyttö on pääasiallisesti kappaleessa jotta yläkerrokset pystytään tulostamaan nätisti, eli ei tarvitse tulostaa tyhjän päälle. Toissijainen tehtävä sillä on vahventaa kappaletta, mutta täyttö "lujittaa" kappaletta vain kun kappale on riittävän iso ja sisälle jäisi isoja tyhjiä alueita.
3) 10% täyttö 2 viivalla (infill line multiplier = 2) on vahvempi kuin 30% täyttö 1 viivalla JA käyttää vähemmän filamenttia.
4) Seinämien määrää ja täyttöä tärkeämpi seikka on tulostusasento. Mihin suuntaan kappaleessa rasitus kohdistuu. Nuo kierteelliset pultit pitäisi rasituksen takia tulostaa makaamassa, mutta siten on liki mahdoton saada puhtaita kierteitä, joten ne on pakko tulostaa pystyssä. Laittaisin pultteihin 10 seinämää, 10% täyttöä 1 viivalla.
Tämmönen pieni vinkki vielä liittyen tulostusalustan pyyhkimiseen rasvasta isopropanolilla (tai millä pyyhkiikään):

 www.aliexpress.com
www.aliexpress.com
Tommosesta pumppupullosta tulee yhdellä pumppauksella juuri sopiva määrä tuollaiseen pieneen lappuun, jolla voi sitten kahdella sormella pyyhkiä tulostusalustan. Hukkaan menee luonnollisesti paljon vähemmän siihen verrattuna, että esimerkiksi pyyhkii pullon suusta kostutetulla talouspaperilla.
Mulla on toi SD150C, mutta en tiedä suosittelenko just tota mallia, kun ainakin omani vuosi tuosta lasin ja metallikorkin välistä siinä määrin, että nestettäkin haihtui ajan kanssa. Sopiva O-rengas korjasi. Itse mekanismi on kyllä hyvä.
MECHANIC SD150 Press Type Liquid Bottle Solution Dispenser Anti-Static Anti-Corrosion Light Transmission Alcohol Bottle - AliExpress 1420
Smarter Shopping, Better Living! Aliexpress.com
Tommosesta pumppupullosta tulee yhdellä pumppauksella juuri sopiva määrä tuollaiseen pieneen lappuun, jolla voi sitten kahdella sormella pyyhkiä tulostusalustan. Hukkaan menee luonnollisesti paljon vähemmän siihen verrattuna, että esimerkiksi pyyhkii pullon suusta kostutetulla talouspaperilla.
Mulla on toi SD150C, mutta en tiedä suosittelenko just tota mallia, kun ainakin omani vuosi tuosta lasin ja metallikorkin välistä siinä määrin, että nestettäkin haihtui ajan kanssa. Sopiva O-rengas korjasi. Itse mekanismi on kyllä hyvä.
Viimeksi muokattu:
- Liittynyt
- 29.10.2016
- Viestejä
- 330
Mites noi hiilikuitufilamentit? Onko niissä ideaa? Esim PETG hiilikuitu, onnistuuko Enderillä? Onko suosituksia merkeistä? Meneekö 0,2mm suuttimesta vai pitääkö olla 0,4mm vähintään?
Viimeksi muokattu:
Hiilikuitufilamentit ovat sitten voimakkaasti vakio suutinta syövyttäviä, joten tarvitset suuttimeksi jotakin messinkiä vahvempaa metallia kuten terästä. Eri merkit antavat erilaisia ohjeita, mutta taitaa yleisesti 0.2mm olla liian pieni suutin hiilarivahvisteisiin filamentteihin.Mites noi hiilikuitufilamentit? Onko niissä ideaa? Esim PETG hiilikuitu, onnistuuko Enderillä? Onko suosituksia merkeistä? Meneekö 0,2mm suuttimesta vai pitääkö olla 0,4mm vähintään?
Hiilikuitufilamentit mitä minä olen nähny testattavan, ovat kyllä vahvempia kuin tavallinen vastaava filamentti...mutta erot eivät ole niin suuria kuin voisi kuvitella. Melkein sanoisin jopa, että carbon fiber on markkinointilause, jolla mikä tahansa muuttaa "paremmaksi"
.Enderinkin saa modattua tulostamaan PEEKiä, jota käytetään mm lentokoneteollisuudessa korvaamaan metalli kun yritetään vähentää painoa. Mutta 3D materiaalina PEEK maksaa noin 500+ euroa per kilo. Mutta halvempiakin vaihtoehtoja erikoismateriaaleista rupee olemaan, kuten mm tämä: (HUOM: en ole itse kokeillut vielä, nähnyt vain testin jossa kovasti kehuttiin)

Green-TEC PRO sininen 1,75 mm / 800 g
Tehokas materiaali biologis-orgaanisella koostumuksella. Hinta: 47,49 €. 2 mallityyppiä. 14 kirjoitettua arvostelua. Toimitus 5 päivän kuluttua.
 www.3djake.fi
www.3djake.fi
Lisään tämän tähän lankaan, kun tätä kunnollista ja relevanttia vertailudataa filamenttien mekaanisista ominaisuuksista löytyy niin nihkeästi:
Nuo on vieläpä eurooppalaisille relevantteja ja samalla menetelmällä testattuja. Tuossahan on testattu vain vetolujuutta, mutta kuitenkin. Jos tuon vielä jaksaisi syöttää johonkin järkevämpään formaattiin, niin tuosta saisi enemmän irti...
Nuo on vieläpä eurooppalaisille relevantteja ja samalla menetelmällä testattuja. Tuossahan on testattu vain vetolujuutta, mutta kuitenkin. Jos tuon vielä jaksaisi syöttää johonkin järkevämpään formaattiin, niin tuosta saisi enemmän irti...
Joo, on haastava hommaJos olisin tienny että tämä ender 3 max lineaari railojen asennus Z-akselille on abouth mahdoton homma ni en olis alkanu...
 CR-10 kanssa tuskailin samaa, Dual Z lisäys helpotti mommaa kivasti.
CR-10 kanssa tuskailin samaa, Dual Z lisäys helpotti mommaa kivasti.- Liittynyt
- 14.10.2020
- Viestejä
- 693
EiOnko kukaan huomannut, että PLA tulostaminen laittaisi henkeä ahtaalle?
- Liittynyt
- 14.10.2020
- Viestejä
- 693
Mitä Marlinia väkerrät? Mulla 2.0.x bugfix ei millää tuntunu toimivan. Perus 2 marliniin samat conffit niin pelas kuin vettä vaan. Voit laskea nuo stepit reprapin calibrointisvulla. Sen luulis auttavanOon tota Two Treesin Sapphire Plussaa tuossa nyt nakerrellut läjään. Klipperin kanssa meni sormi suuhun, eikä alkuperäinen firmis sovellu mun tarkoituksiin (siitä ehkä myöhemmin lisää, ei ole ihan fiksuimman kautta tuota tehty), joten päädyin konffailemaan Marlinia. Muutaman yrityksen ja erehdyksen (lähinnä kosketusnäyttöön liittyen) jälkeen sain väännettyä uusimman Marlinin halutuilla lisäkikkareilla, mutta X- ja Y-akseleiden liikerata on aika metsässä. Kinematiikka siis toimii oikein, mutta näytön mukaan akselit liikkuvat sen 300mm, käytännössä kuitenkin vain noin pedin puoleen väliin asti.
Kävin Marlinin esimerkki-konffeja tuolle tulostimelle, sekä muutamia googella löydettyjä "toimivia" konffitiedostoja läpi. Niissä kaikissa arvot olivat säädetty:
Configuration.h
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 410 }
Configuration.adv.h
#define MICROSTEP_MODES { 16, 16, 16, 16, 16, 16 }
Kaikilla akseleilla on TMC2225:t, jotka on Configuration.h:ssa säädetty ohjeiden mukaan:
#define X_DRIVER_TYPE TMC2208_STANDALONE
Onko Marlinissa muita asetuksia, jotka voivat tuohon vaikuttaa?
Toki saan liikeradat kalibroitua tulostamalla testikikkareen ja M92:lla ajettua korjaavat arvot (jotka halutessa voi sitten päivittää myös firmikseen), mutta tässä puolen iltaa olen koittanut keksiä loogista selostusta siihen, miksi tuo tekee noin. Toki nuo Sapphiret tuntuu olevan "ei kahta samanlaista" tyylisiä laitteita, mm. emolevyversiot, stepperin ohjainpiirit, dual-z mekanismit yms näyttää muuttuvan vähän väliä, mutta en usko niiden kuitenkaan hihnapyöriä muuttaneen (ovat näppitunteella samaa kokoa kuin Endereissä). Googletin noiden stepperidenkin olevan 1,8 asteisia, joten tuskin niistäkään eroa tulee.
- Liittynyt
- 31.07.2017
- Viestejä
- 139
Uusin versio, eli 2.0.9.3. Sain sen muuten toimimaan, mutta nuo stepit ei firmwaren kautta tulleet käyttöön vaikka mitä teki. Tein pikaisen 200x200 L -muodon, printtasin sen, mittasin ja laskin sitä kautta oikeat stepit, mutta tosiaan firmiksen kautta en saanut niitä tallennettua (tai sain, mutta sillä ei ollut mitään vaikutusta), vaan piti M92 -komennolla korjata X, Y ja E.Mitä Marlinia väkerrät? Mulla 2.0.x bugfix ei millää tuntunu toimivan. Perus 2 marliniin samat conffit niin pelas kuin vettä vaan. Voit laskea nuo stepit reprapin calibrointisvulla. Sen luulis auttavan
Jotain muutakin outoa tuossa kyllä tuntui olevan, mutta en ole vielä enempää ehtinyt ihmettelemään.
- Liittynyt
- 14.10.2020
- Viestejä
- 693
Joo tyypillistä Marlinille. Tehny paljon erilaisia firmiksiä Marlinilla niin kokemusta löytyy. Joissaki versioissa on joskus tommosia. Sen takia otan hiukan vanhemman version jossa ei toistaiseksi oo ollu mitää ongelmiaa. Joku 2.x.x.x versio se oli.Uusin versio, eli 2.0.9.3. Sain sen muuten toimimaan, mutta nuo stepit ei firmwaren kautta tulleet käyttöön vaikka mitä teki. Tein pikaisen 200x200 L -muodon, printtasin sen, mittasin ja laskin sitä kautta oikeat stepit, mutta tosiaan firmiksen kautta en saanut niitä tallennettua (tai sain, mutta sillä ei ollut mitään vaikutusta), vaan piti M92 -komennolla korjata X, Y ja E.
Jotain muutakin outoa tuossa kyllä tuntui olevan, mutta en ole vielä enempää ehtinyt ihmettelemään.
- Liittynyt
- 27.02.2017
- Viestejä
- 285
Jotenkin tuntuu että tämä ender 3 max, on joku epäonnistunu kokeilu. Isommaksi scaalattu ender 3.
Mutta semmonen vaan että toi x-axis alumiiniprofiilin ruuvit reijät pitäs olla noin millin kauempana toisistaa ni menis nämä railokititki helposti kiinni ja varmaan samalla korjaantus se vakio renkaitten kiristymisongelmakin mikä oli yhessä arvostelussa mainittu. Tämä vaan omaa spekulaatiota.
Tuohon ku löi railot kiinni ilman, että löysäs nuita keskitangon kiinnitysruuveja oikealta puolelta ni railot ei liikkunu milliäkään,
mutta niitä ruuveja ei voinu kiristää yhtää tai taas otti railot kiinni.
Mutta kyll se nyt näyttäs pelittävän ku viilasin sen oikeanpuolen kiinnityspeltin ruuvin reikiä isommaksi. Vaikea elämä tän tulostimen kans.
On mulla toki dual-z kittikin tossa mutta ei siitä kyllä apua ollu railojen asennukseen.
Mutta semmonen vaan että toi x-axis alumiiniprofiilin ruuvit reijät pitäs olla noin millin kauempana toisistaa ni menis nämä railokititki helposti kiinni ja varmaan samalla korjaantus se vakio renkaitten kiristymisongelmakin mikä oli yhessä arvostelussa mainittu. Tämä vaan omaa spekulaatiota.
Tuohon ku löi railot kiinni ilman, että löysäs nuita keskitangon kiinnitysruuveja oikealta puolelta ni railot ei liikkunu milliäkään,
mutta niitä ruuveja ei voinu kiristää yhtää tai taas otti railot kiinni.
Mutta kyll se nyt näyttäs pelittävän ku viilasin sen oikeanpuolen kiinnityspeltin ruuvin reikiä isommaksi. Vaikea elämä tän tulostimen kans.
On mulla toki dual-z kittikin tossa mutta ei siitä kyllä apua ollu railojen asennukseen.
Uutiset
-
Windows Central sai tietoja Microsoftin Windows K2 -projektista
30.4.2026 11:13
-
Motorola julkaisi uuden edge 70 pron neljänä PANTONE-versiona eri materiaalein
30.4.2026 01:34
-
Motorola julkaisi razr 70 -malliston – ultra-mallissa LOFIC-pääkamera
30.4.2026 00:42
-
Palit Microsystems sulautti näytönohjainvalmistaja GALAXin itseensä
29.4.2026 22:56
-
NVIDIA julkaisi uudet GeForce- ja Studio 596.36 -ajurit näytönohjaimilleen
29.4.2026 01:21
Uusimmat viestit
-
-
-

-
PC, PlayStation, XBOX & Nintendo - yhteinen väittelyketju
- Viimeisin: PÌÎUW®[ªøËrhl¾ÇÌ°1¿¼